Controlled parting using lag error monitoring g917, 29 other g functions – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 384
384
DIN programming
4.29 Other G functions
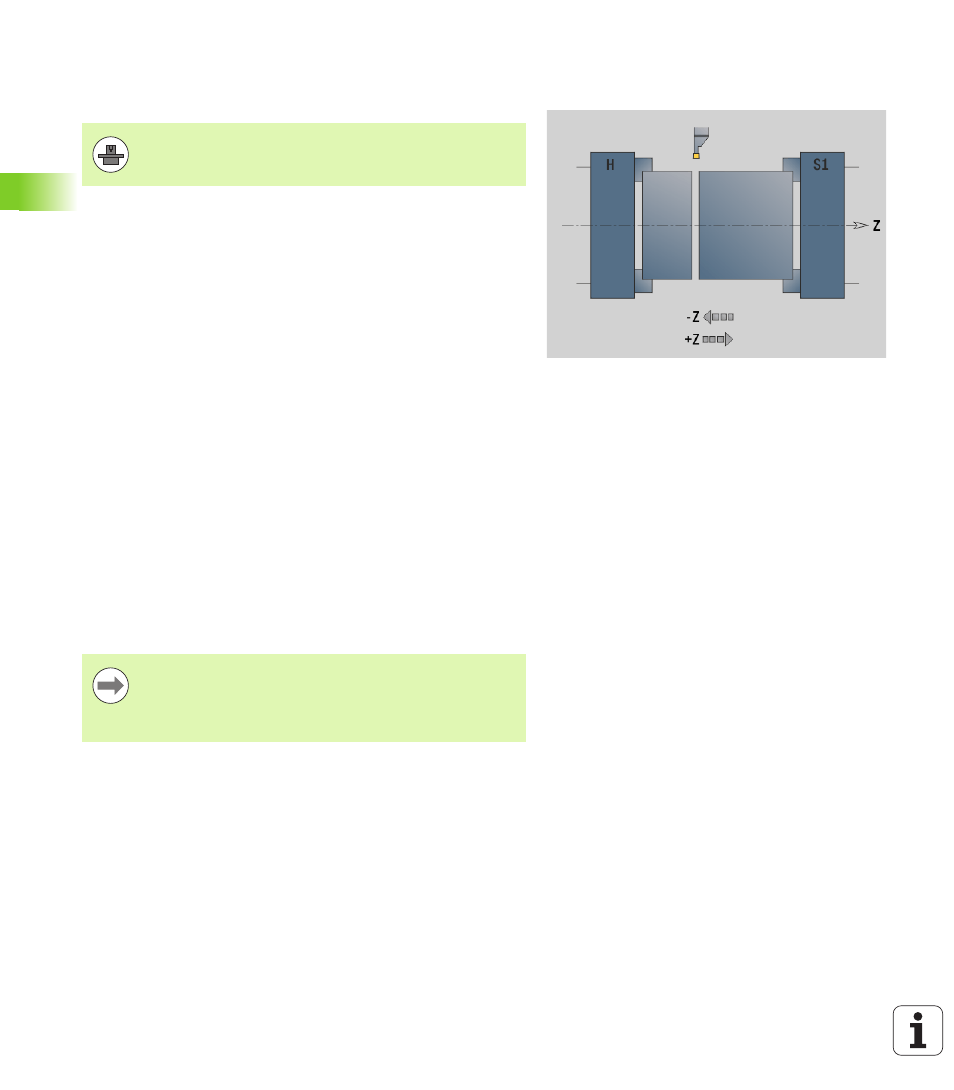
Controlled parting using lag error monitoring
G917
G917 "monitors" the path of traverse. The controlled parting function
(cut-off control) prevents collisions caused by incomplete parting
processes.
The control stops the slide when the tensile force is too high and
generates an "interpreter stop."
During parting control, the parted workpiece moves in the positive Z
direction. If a following error occurs, the workpiece is considered
unparted.
The result is saved in the variable #i99:
0: Workpiece was not correctly cut off (following error detected)
1: Workpiece was correctly cut off (no following error detected)
The machine tool builder determines the scope of function
and behavior of G917. The machine manual provides
further information.
Parameters
H
Tensile force
D
Axis number (X=1, Y=2, Z=3, U=4, V=5, W=6, A=7, B=8,
C=9)
K
Incremental distance
O
Error evaluation
O=0: Error evaluation in expert program
O=1: The control issues an error message
Lag error monitoring is not activated until the acceleration
phase has been completed.
The feed rate override is not effective during cycle
execution.