Icp pocket milling in xy plane" unit, 3 units—milling in y axis – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 170
170
smart.Turn units for the Y axis
3.3 Units—Milling in Y axis
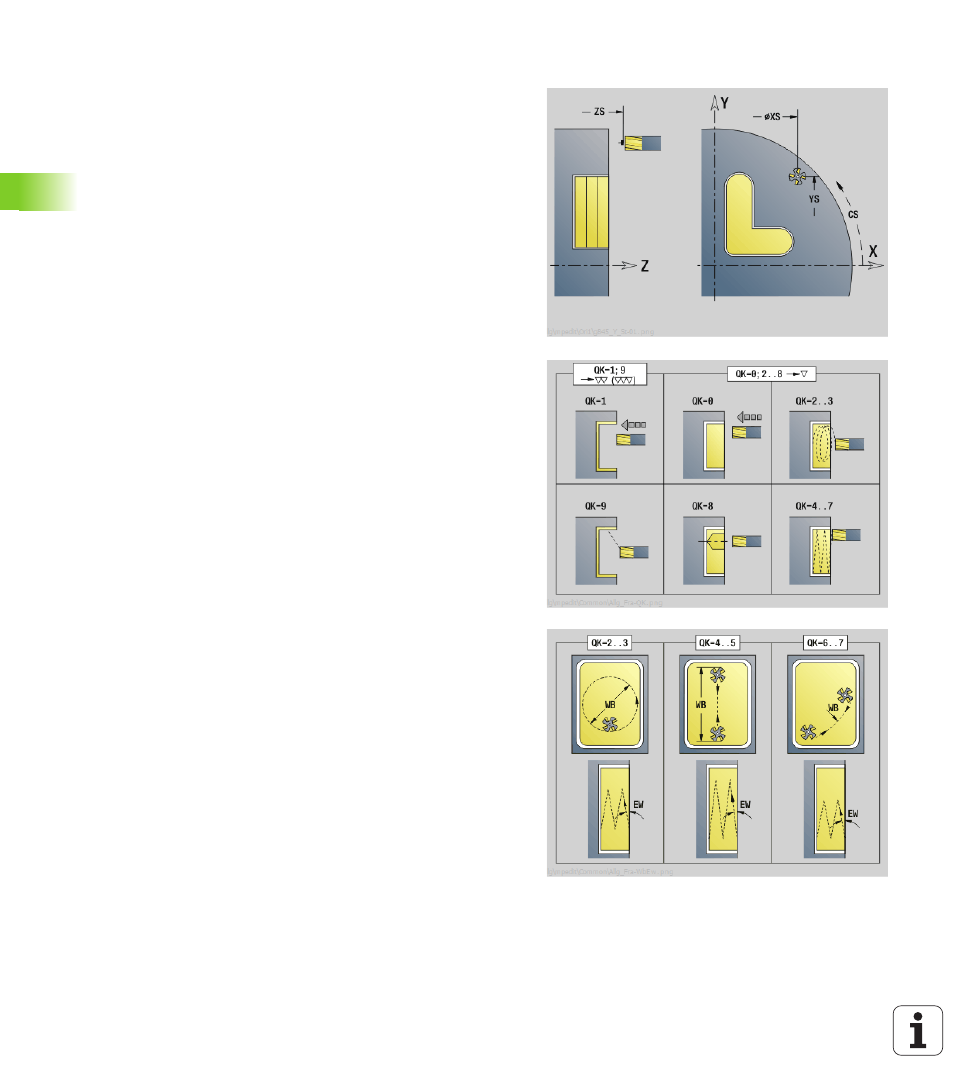
"ICP pocket milling in XY plane" unit
The unit mills the pocket defined with ICP in the XY plane. In QK
(machining operation), select whether a roughing or finishing
operation is to be executed. For roughing, define the plunging
strategy.
Unit name: G845_Tas_Y_Stirn / Cycles: G845 (see page 360); G846
Access to the technology database:
Machining operation: Milling
Affected parameters: F, S, FZ, P
Parameters on the Contour form
FK
NF
Position mark (only if QK=8)
NS
Starting block no. of contour
Z1
Milling top edge
P2
Depth of contour
NE
End block no. of contour
Parameters on the Cycle form
QK
Machining operation and plunging strategy
0: Roughing
1: Finishing
2: Helical roughing, manual
3: Helical roughing, automatic
4: Reciprocating linear roughing, manual
5: Reciprocating linear roughing, automatic
6: Reciprocating circular roughing, manual
7: Reciprocating circular roughing, automatic
8: Plunge roughing at predrilling position
9: Finishing with 3-D approach arc
JT
Machining direction:
0: From the inside out (from the inside towards the
outside)
1: From the outside in (from the outside towards the
inside)
H
Cutting direction
0: Up-cut milling
1: Climb milling
P
Maximum infeed
I
Contour-parallel oversize
K
Infeed-direction oversize
FZ
Infeed rate
E
Reduced feed rate
R
Approach radius
WB
Plunging length
EW
Plunging angle
U
Overlap factor (default: 0.5)
RB
Return plane
Further forms: