Tapping g73, 22 dr illing cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 318
318
DIN programming
4.22 Dr
illing cy
cles
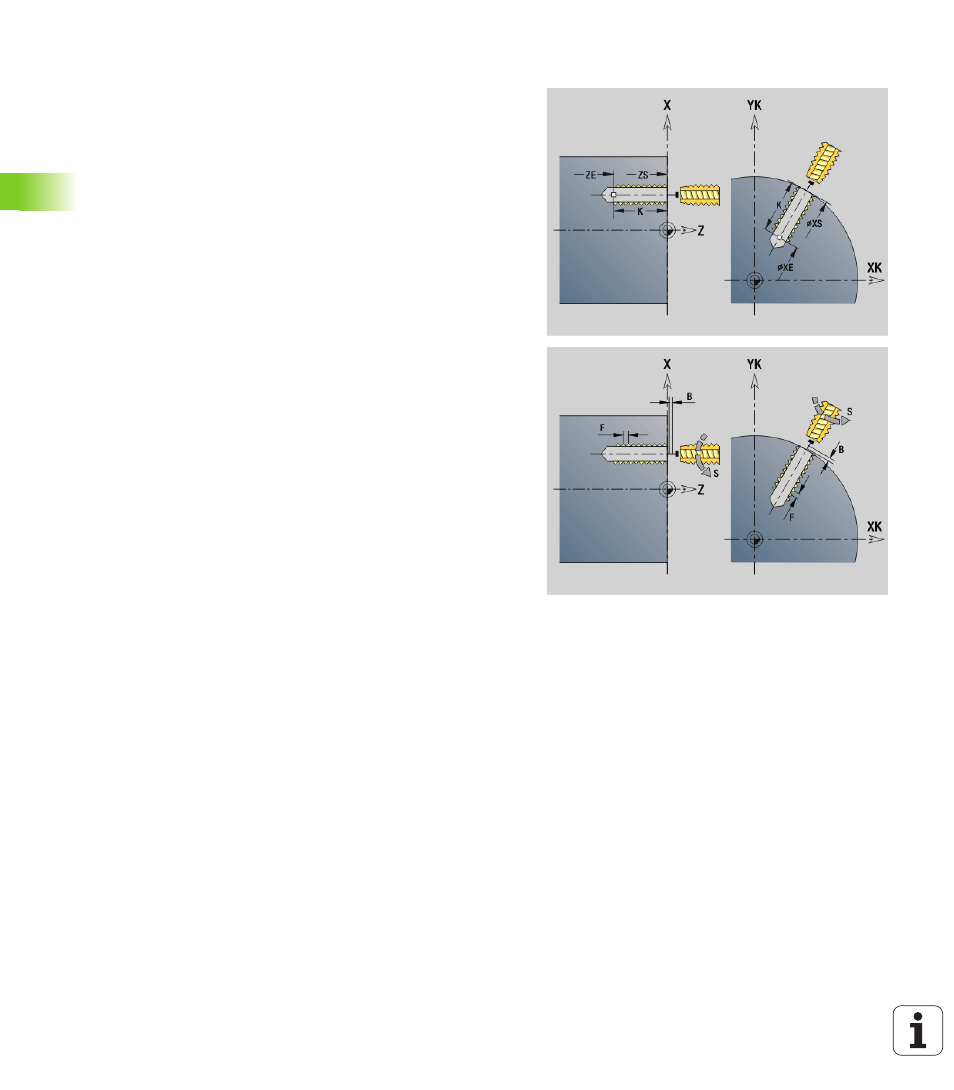
Tapping G73
G73 cuts axial/radial threads using driven or stationary tools.
The starting position is calculated from the safety clearance and the
run-in (slope) length B.
Parameters
ID
Drilling contour—Name of the hole definition
NS
Block number of contour
Reference to the contour of the hole (G49-Geo, G300-Geo or
G310-Geo)
No input: Single hole without contour description
XS
Starting point of radial hole (diameter value)—single hole
without contour description
ZS
Starting point of axial hole
Single hole without contour description
XE
End point radial hole (diameter value)
Single hole without contour description
ZE
End point of axial hole
Single hole without contour description
K
Boring depth (hole depth) (alternative to XE/ZE)
Single hole without contour description
F
Thread pitch (prevails over the contour description)
B
Run-in length
S
Retraction speed (default: Shaft speed for tapping)
J
Retraction length when using floating tap holders (default: 0)
RB
Return plane (radial holes: diameter) – (default: retraction to
starting position or to safety clearance)
P
Chip breaking depth
I
Retraction distance
BS
Start element no. (number of the first hole to be machined in a
pattern)
BE
End element no. (number of the last hole to be machined in a
pattern)
H
(Spindle) Brake off (default: 0)
0: Spindle brake on
1: Spindle brake off