4 units—centric drilling, Centric drilling" unit – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 78
78
smart.Turn units
2.4 Units—Centr
ic dr
illing
2.4
Units—Centric drilling
"Centric drilling" unit
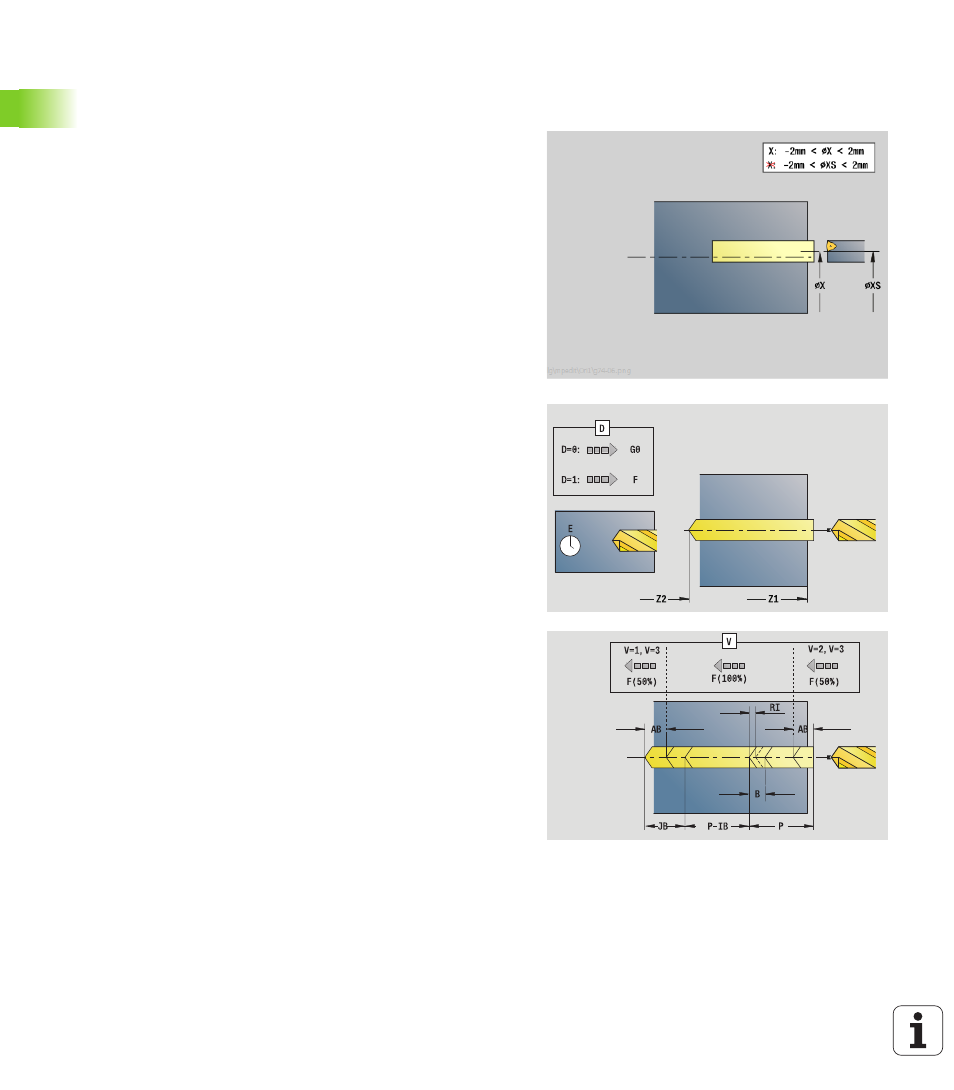
The unit uses stationary tools to drill axial holes in several passes.
Suitable tools can be positioned up to +/– 2 mm outside the turning
center.
Unit name: G74_ZENTR / Cycle: G74 (see page 321)
Access to the technology database:
Machining operation: Drilling
Affected parameters: F, S
Cycle form
Z1
Start point drill (starting point of hole)
Z2
End point drill (end point of hole)
NS
Starting block no. of contour
X
Start point drill (starting point of hole; diameter value)—
(range: –2 mm < X < 2 mm; default: 0)
E
Delay (dwell time at end of hole) (default: 0)
D
Retraction at
0: Rapid traverse
1: Feed rate
V
Feed rate reduction
0: Without reduction
1: At end of the hole
2: At start of the hole
3: At start and end of the hole
AB
Spot drilling / through drilling length (distance for feed rate
reduction)
P
Hole depth
IB
Hole depth reduction value: Value by which the feed depth
decreases after every advance.
JB
Minimum hole depth: If you have entered a hole depth
reduction value, the hole depth is reduced only to the value
entered in JB.
B
Retraction distance: Value by which the tool is retracted
after reaching the respective hole depth.
RI
Internal safety clearance: Distance for reapproach inside
the hole (default: safety clearance SCK).
"Global" form
G14
Tool change point
No axis
0: Simultaneously
1: First X, then Z
2: First Z, then X
3: Only X
4: Only Z
5: Y direction only
6: Simultaneous with Y (X, Y and Z axes move on a
diagonal path)