2 units—roughing – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 70
70
smart.Turn units
2.2 Units—Roughing
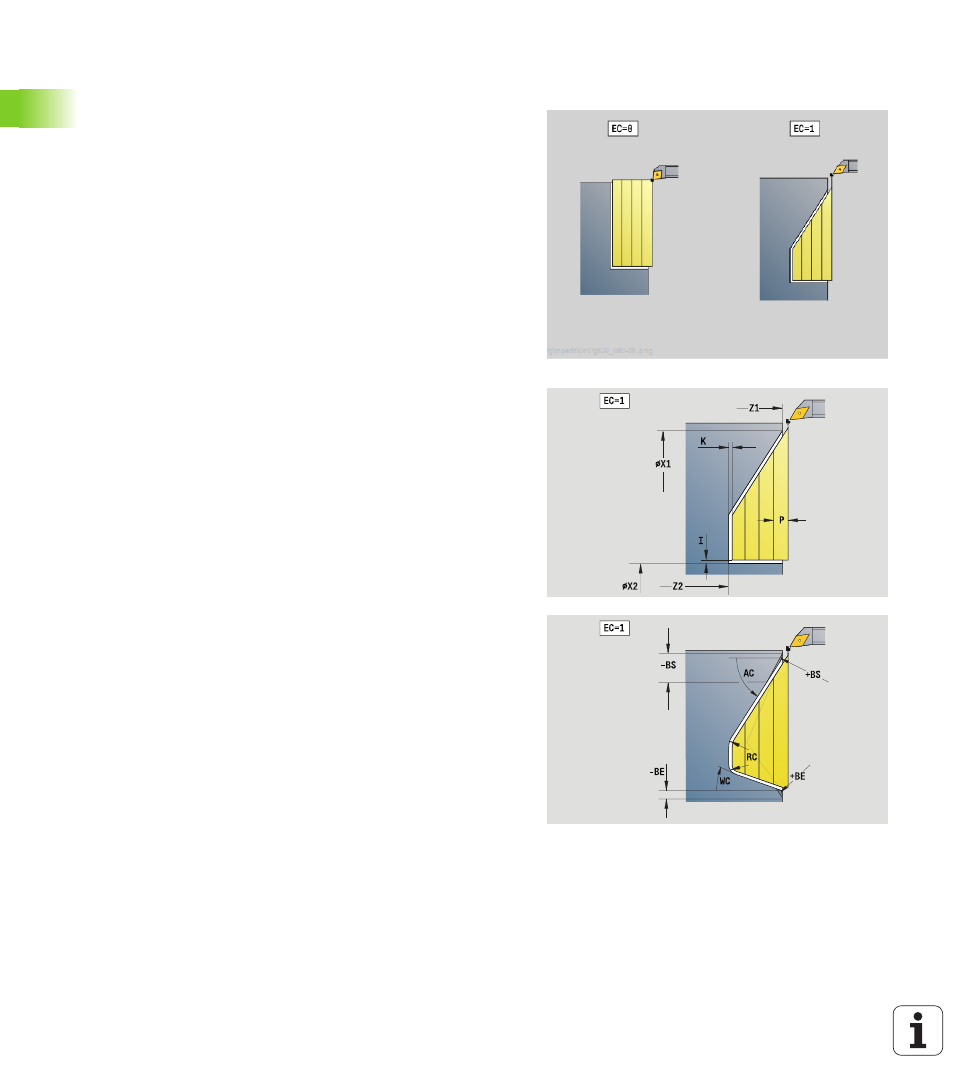
"Transverse roughing with direct contour input"
unit
The unit machines the contour defined by the parameters. In EC you
define whether you want to machine a normal or a plunging contour.
Unit name: G820_G80 / Cycle: G820 (see page 267)
Access to the technology database:
Machining operation: Roughing
Affected parameters: F, S, E, P
Contour form
EC
Type of contour
0: Normal contour
1: Plunging contour
X1, Z1
Contour starting point
X2, Z2
Contour end point
RC
Rounding: Radius of contour corner
AC
Start angle: Angle of the first contour element
(range: 0° < AC < 90°)
WC
End angle: Angle of the last contour element
(range: 0° < WC < 90°)
BS
Chamfer/radius at start
BS>0: Radius of rounding arc
BS<0: Section length of chamfer
BE
Chamfer/radius at end
BE>0: Radius of rounding arc
BS<0: Section length of chamfer
BP
Break duration: Time span for interruption of the feed. The
chip is broken by the (intermittent) interruption of the feed.
BF
Feed duration: Time interval until the next break. The chip
is broken by the (intermittent) interruption of the feed.
Cycle form
P
Maximum infeed
I, K
Oversize in X, Z direction (I: diameter value)
E
Plunging behavior
E>0: Plunging feed rate for declining contour elements.
Descending contour elements are machined.
No input: The plunging feed rate is reduced during
machining of declining contour elements by up to 50%.
Descending contour elements are machined.
H
Contour smoothing
0: With each cut along the contour (within the infeed
range)
1: Contour smoothing with the last cut (entire contour);
retracts at 45%
2: No smoothing; retracts at 45°
Further forms: