3 program section code – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 46
46
NC programming
1
.3 Pr
ogr
a
m section code
1.3
Program section code
A new NC program is already provided with section codes. You can
add new codes or delete existing ones, depending on your program
requirements. An NC program must contain at least the MACHINING
and END section codes.
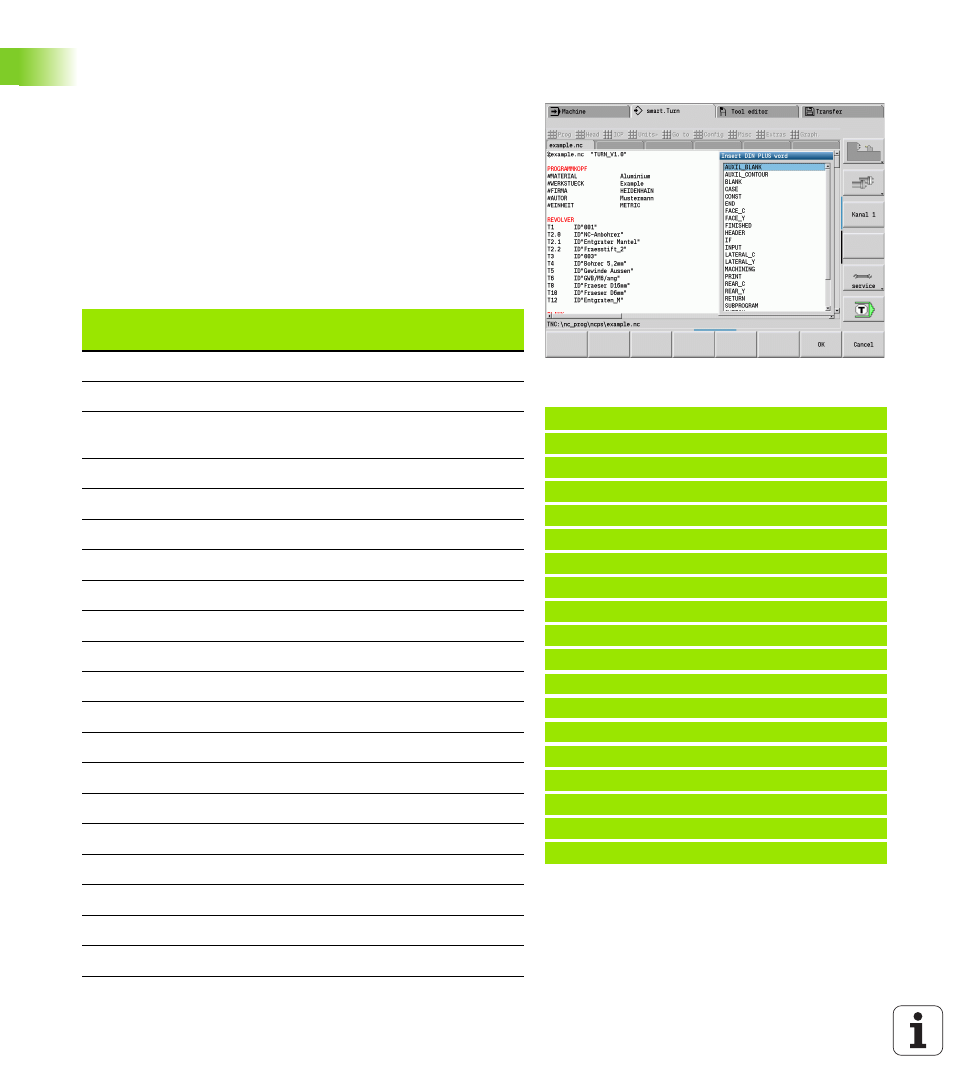
Further program section codes are available in the "Insert DIN PLUS
word" selection list ("Extras > DIN PLUS word" menu item). The
Control enters the program section code at the correct position or at
the current position.
German program section codes are used when German is set as the
conversational language. All other languages use English program
section codes.
Example: Program section codes
. . .
[Sections of the contour description]
BLANK
N1 G20 X10 0 Z220 K1
FINISHED PART
N2 G0 X60 Z0
N3 G1 Z-70
. . .
FRONT Z-25
N31 G308 ID"01" P-10
N32 G402 Q5 K110 A0 Wi72 V2 XK0 YK0
N33 G300 B5 P10 W118 A0
N34 G309
FRONT Z0
N35 G308 ID"02" P-6
N36 G307 XK0 YK0 Q6 A0 K34.641
N37 G309
. . .
Overview of program section codes
German
English
Program head
PROGRAMMKOPF
HEADER
SPANNMITTEL
CHUCKING EQUIPMENT
(CLAMPS)
REVOLVER
TURRET
Contour definition
ROHTEIL
BLANK
FERTIGTEIL
FINISHED
HILFSKONTUR
AUXIL_CONTOUR
HILFSROHTEIL
AUXIL_BLANK
C-axis contours
STIRN
FACE_C
RUECKSEITE
REAR_C
MANTEL
LATERAL_C
Y-axis contours
STIRN_Y
FACE_Y
RUECKSEITE_Y
REAR_Y
MANTEL_Y
LATERAL_Y
Workpiece machining
BEARBEITUNG
MACHINING
ENDE
END