Linear pattern, face g743, 22 dr illing cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 324
324
DIN programming
4.22 Dr
illing cy
cles
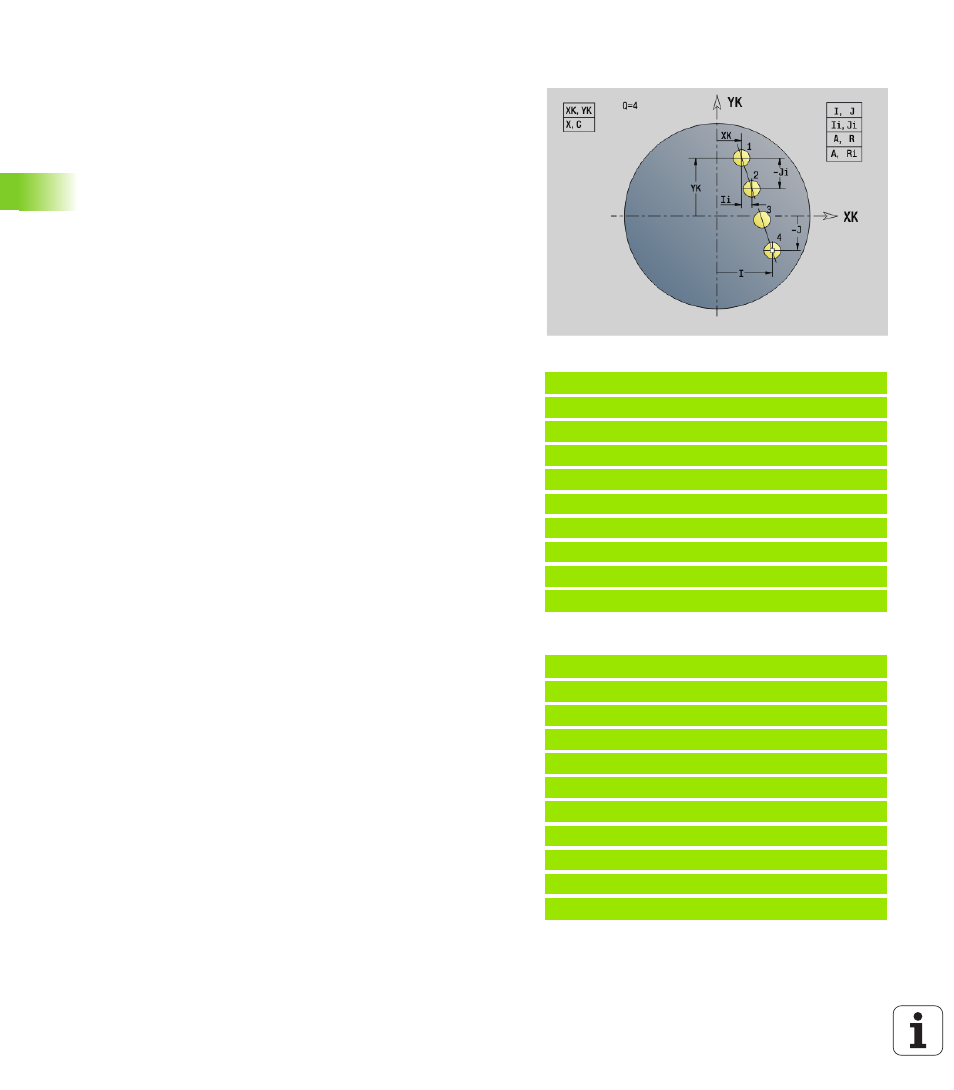
Linear pattern, face G743
Cycle G743 is used to machine linear drilling or milling patterns in
which the individual features are arranged at a regular spacing on the
face.
If the Final point ZE has not been defined, the drilling/milling cycle
of the next NC block is used as a reference. Using this principle, you
can combine pattern definitions with
Drilling cycles (G71, G74, G36)
The milling cycle for a linear slot (G791)
The contour milling cycle with "free contour" (G793)
Parameter combinations
for defining the starting point and the
pattern positions:
Starting point of pattern:
XK, YK
X, C
Pattern positions:
I, J and Q
Ii, Ji and Q
R, A and Q
Ri, Ai and Q
Example: G743
%743.nc
[G743]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G743 XK20 YK5 A45 Ri30 Q2
N6 G791 X50 C0 ZS0 ZE-5 P2 F0.15
N7 M15
END
Example: Sequence of commands
[Simple drilling pattern]
N.. G743 XK.. YK.. ZS.. ZE.. I.. J.. Q..
. . .
[Drilling pattern with deep-hole drilling]
N.. G743 XK.. YK.. ZS.. I.. J.. Q..
N.. G74 ZE.. P.. I..
. . .
[Milling pattern with linear slot]
N.. G743 XK.. YK.. ZS.. I.. J.. Q..
N.. G791 K.. A.. Z..
. . .
Parameters
XK
Starting point of pattern in Cartesian coordinates
YK
Starting point of pattern in Cartesian coordinates
ZS
Starting point of drilling/milling operation
ZE
Final point of drilling/milling operation
X
Diameter (starting point of pattern in polar coordinates)
C
Angle (starting point of pattern in polar coordinates)
A
Pattern angle
I
Final point of pattern (Cartesian)
Ii
(Final point) Pattern distance (Cartesian)
J
Final point of pattern (Cartesian)
Ji
(Final point) Pattern distance (Cartesian)
R
Length (distance between first and last position)
Ri
Length (distance to next position)
Q
Number of holes/figures—(default: 1)