Recessing cycle g870, 1 7 cont our -based t u rn ing cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 281
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
281
4.1
7
Cont
our
-based t
u
rn
ing cy
cles
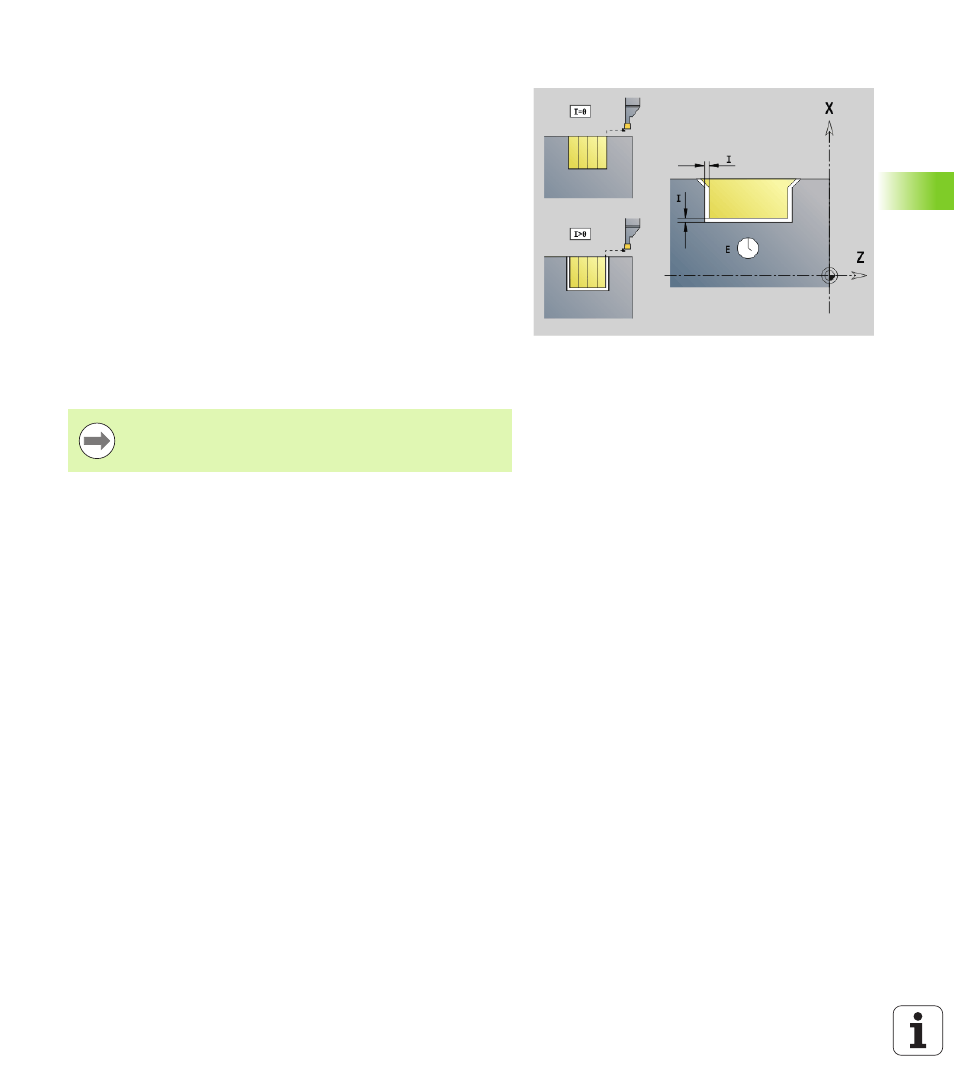
Recessing cycle G870
G870 generates a recess defined by G22-Geo. The Control uses the
tool definition to distinguish between external and internal machining,
or between radial and axial recesses.
Parameters
ID
Auxiliary contour—ID number of the contour to be machined
NS
Block number (reference to G22-Geo)
I
Oversize for roughing (default: 0)
I=0: Recess is made in one work step.
I>0: The first operation is roughing, the second finishing.
E
Dwell time (default: Time for one spindle revolution)
If I=0: For every recess
If I>0: Only for finishing
Calculation of cutting segmentation:
Maximum offset = 0.8 * cutting width
The tool radius compensation: is active.
An Oversize is not taken into account.
Cycle run
1
Calculates the number of cutting passes.
2
Approaches workpiece from starting point for first pass.
Radial recess: First Z, then X direction
Axial recess: First X, then Z direction
3
Executes the first cut according to I.
4
Returns at rapid traverse and approaches for next pass.
5
If I=0: Dwells for time E
6
Repeats 3 to 4 until the complete recess has been machined.
7
If I>0: Finish machines the contour