Circular path g12/g13, 1 0 linear and cir c ular mo v e ments – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 245
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
245
4.1
0
Linear and cir
c
ular mo
v
e
ments
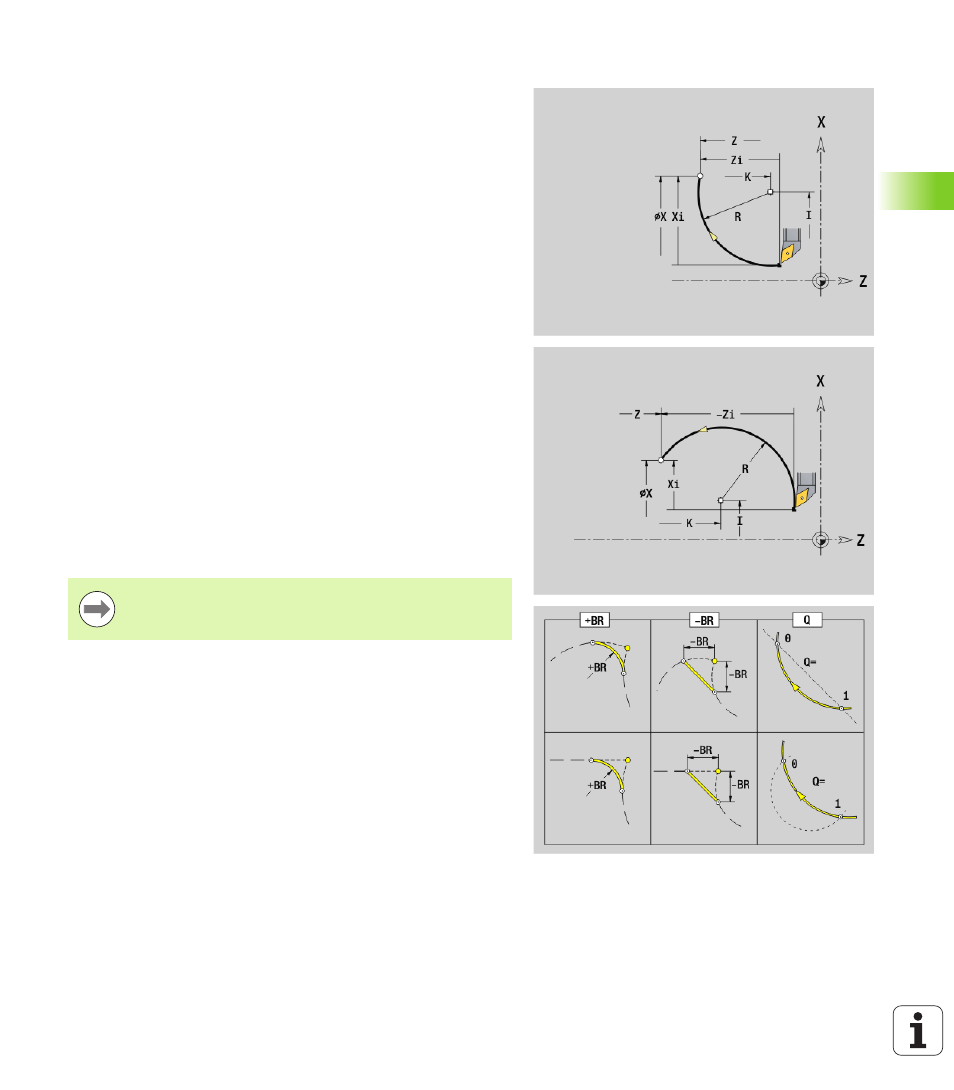
Circular path G12/G13
G12/G13 moves the tool in a circular arc at the feed rate to the "end
point." The center dimensioning is absolute. Direction of rotation (see
help graphic):
G12: In clockwise direction
G13: In counterclockwise direction
Parameters
X
End point (diameter)
Z
End point
R
Radius (0 < R <= 200 000 mm)
I
Absolute center point (radius)
K
Absolute center point
Q
Point of intersection. End point if the circular arc intersects a line
segment or another circular arc (default: 0):
0: Near point of intersection
1: Far point of intersection
BR Chamfer/rounding. Defines the transition to the next contour
element. When entering a chamfer/rounding, program the
theoretical end point.
No entry: Tangential transition
BR=0: No tangential transition
BR>0: Rounding radius
BR<0: Width of chamfer
BE Special feed factor for chamfer/rounding arc (default: 1)
Special feed rate = active feed rate * BE (0 < BE <= 1)
Programming X, Z
: Absolute, incremental, modal or "?"