Thread single path g33, 1 9 thr ead cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 299
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
299
4.1
9
Thr
ead cy
cles
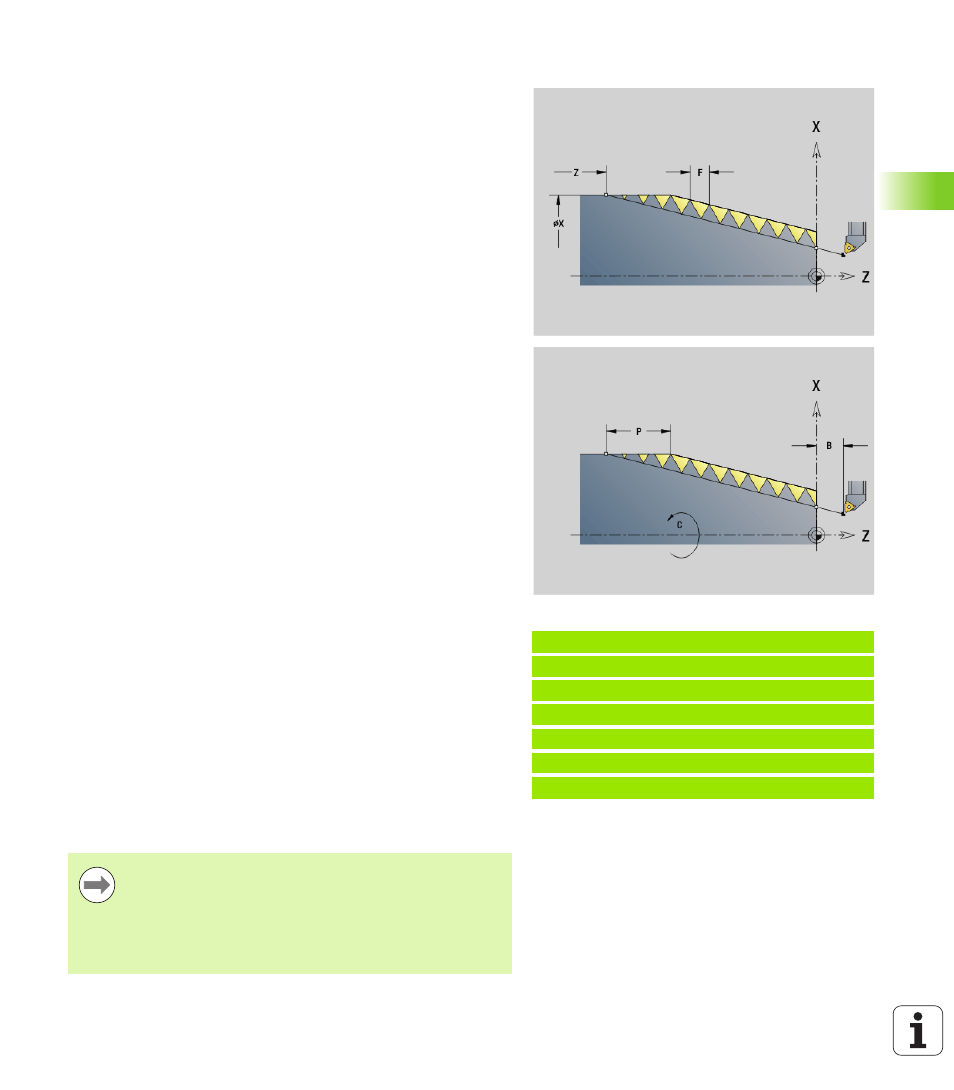
Thread single path G33
G33 conducts a single thread cut. The direction of the single thread
path is as desired (longitudinal, tapered or transverse threads; internal
or external threads). You can make successive threads by
programming G33 several times in succession.
Position the tool in front of the thread by the run-in length B if the slide
must accelerate to the feed rate. And remember the run-out length P
before
the end point of thread if the slide has to be decelerated.
Run-in length B:
The slide requires a run-in distance at the start of
thread in order to accelerate to the programmed feed rate before
starting the actual thread.
Default: cfgAxisProperties/SafetyDist
Run-out length P:
The slide needs an overtravel at the end of the
thread to decelerate again. Remember that the paraxial line P needs
overtravel even with an oblique thread run-out
P=0: Start of a successive thread
P>0: End of a successive thread
Starting angle C:
At the end of the "run-in path B" the spindle is at the
"starting angle C" position.
Example: G33
. . .
N1 T5 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G33 X120 Z-80 F1.5 [thread single path]
N4 G33 X140 Z-122.5 F1.5
N5 G0 X144
. . .
Parameters
X
End point of thread (diameter)
Z
End point of thread
F
Thread pitch
B
Slop. length (run-in length; length of the acceleration path)
P
Overflow length (run-out length; length of the deceleration
path)
C
Starting angle (thread start is defined with respect to
rotationally nonsymmetrical contour elements)—(default: 0)
H
Reference direction for thread pitch (default: 0)
0: Feed rate on the Z axis (for longitudinal and taper threads
up to a max. angle of +45°/–45° to the Z axis)
1: Feed rate on the X axis (for transverse and taper threads
up to a max. angle of +45°/–45° to the X axis)
3: Contouring feed rate
E
Variable pitch (default: 0)—(no effect at present)
I
Retraction distance in X—retraction path for cycle stop in the
thread, incremental value
K
Retraction distance in Z—retraction path for cycle stop in the
thread, incremental value
Cycle stop—the Control retracts the tool from the thread
groove and then stops all tool movements. (Lift-off
distance: OEM configuration parameter:
cfgGlobalPrperties-threadliftoff)
Feed rate override is not effective
Create thread with G95 (feed rate per revolution)