4 working planes, Y-axis machining, G17 xy plane (front or rear face) – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 497: G18 xz plane (turning), G19 yz plane (lateral view / lateral surface), 4 w o rk ing plan es 6.4 working planes
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
497
6.4 W
o
rk
ing
plan
es
6.4
Working planes
Y-axis machining
When programming drilling or milling operations with the Y axis, you
need to define the working plane.
If no working plane is programmed, the Control assumes a turning
operation or a milling operation with the C axis (G18 XZ plane).
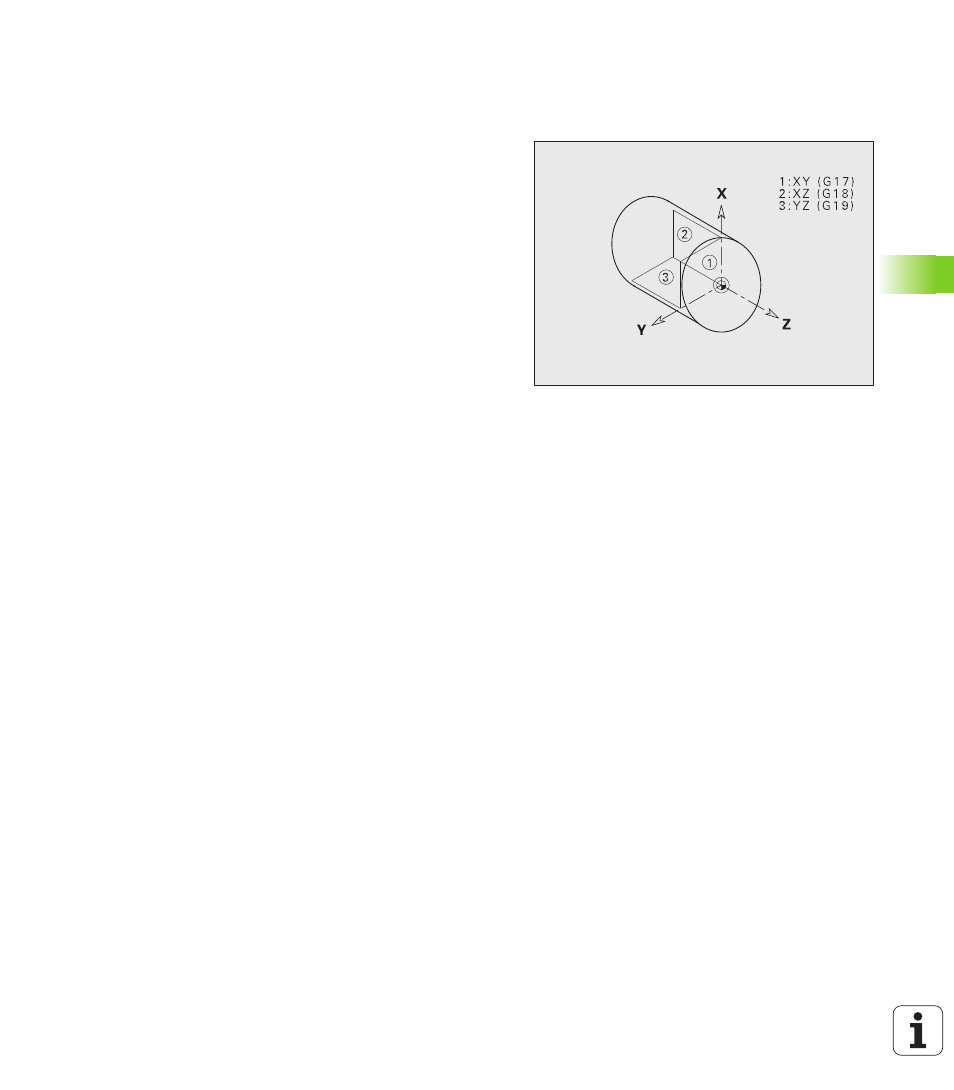
G17 XY plane (front or rear face)
Milling cycles are executed in the XY plane, with the depth feed for
milling and drilling cycles in the Z direction.
G18 XZ plane (turning)
In the XZ plane, "normal turning operations" as well as drilling and
milling operations are executed with the C axis.
G19 YZ plane (lateral view / lateral surface)
Milling cycles are executed in the YZ plane, with the depth feed for
milling and drilling cycles in the X direction.