Helical-slot milling g798, 26 milling cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 347
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
347
4.26 Milling cy
cles
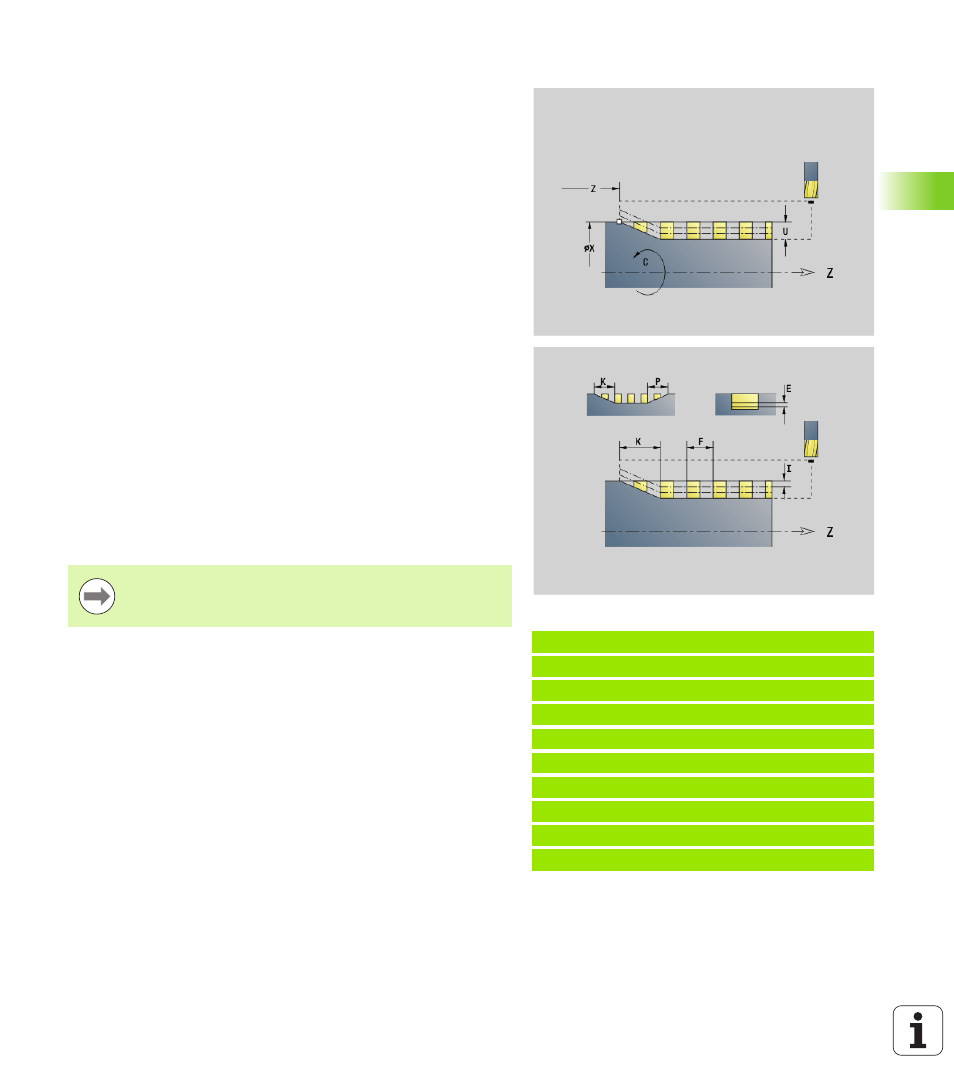
Helical-slot milling G798
G798 mills a helical slot from the current tool position to the Final
point X, Z
. The slot width equals the diameter of the milling cutter.
Infeeds:
Infeed I
is used for the first infeed movement.
The Control calculates all subsequent infeed movements as follows:
Current infeed = I * (1 – (n–1) * E)
(n: nth infeed)
The infeed movement is reduced down to >= 0.5 mm. Following
that, each infeed movement will amount to 0.5 mm.
Example: G798
%798.nc
[G798]
N1 T9 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X80 Z15
N5 G798 X80 Z-120 C0 F20 K20 U5 I1
N6 G100 Z2
N7 M15
END
Parameters
X
End point (diameter value) – (default: current X position)
Z
Final point of slot
C
Starting angle
F
Thread pitch:
F positive: Right-hand thread
F negative: Left-hand thread
P
Slop. length (run-in length)—ramp at the beginning of the slot
(default: 0)
K
End. length (run-out length)—ramp at the end of the slot
(default: 0)
U
Thread depth
I
Maximum approach (default: total depth in one infeed)
E
Reduction value for infeed reduction (default: 1)
D
No. of gears (threads per unit)
You can mill a helical slot only from the outside.