Contour-parallel oversize (equidistant) g58, 14 ov ersiz e s – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 256
256
DIN programming
4.14 Ov
ersiz
e
s
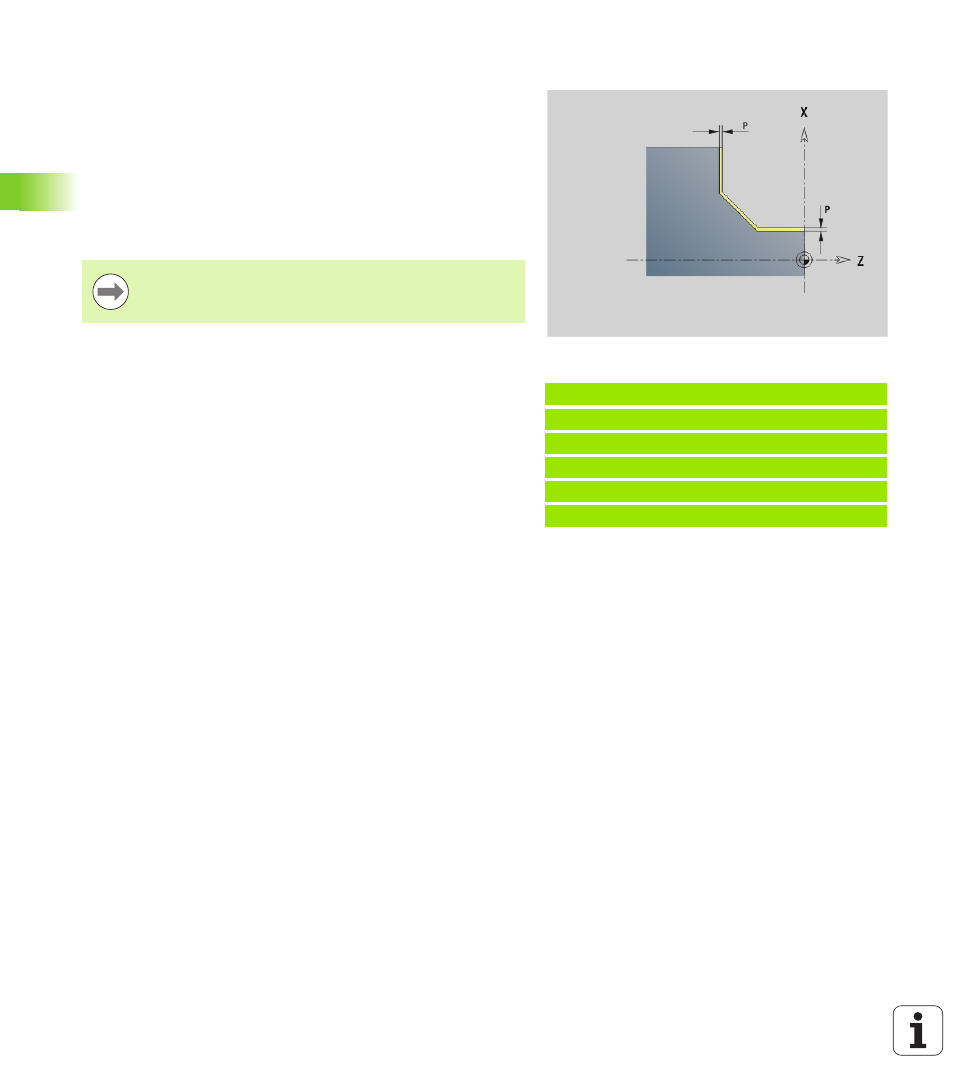
Contour-parallel oversize (equidistant) G58
G58 defines an equidistant oversize. Program G58 before the cycle
call. A negative oversize during finishing is permitted with G890.
G58 is effective in the following cycles. After cycle run, the oversizes
are
deleted: G810, G820, G830, G835, G860, G869, G890
not
deleted: G83
Example: G58
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G58 P2 [contour-parallel oversize]
N4 G810 NS7 NE12 P5
. . .
Parameters
P
Oversize
If an oversize is programmed with G58 and in the cycle,
the oversize from the cycle is used.
This manual is related to the following products: