7 units—finishing – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 120
120
smart.Turn units
2.7 Units—Finishing
Access to the technology database:
Machining operation: Finishing
Affected parameters: F, S, E
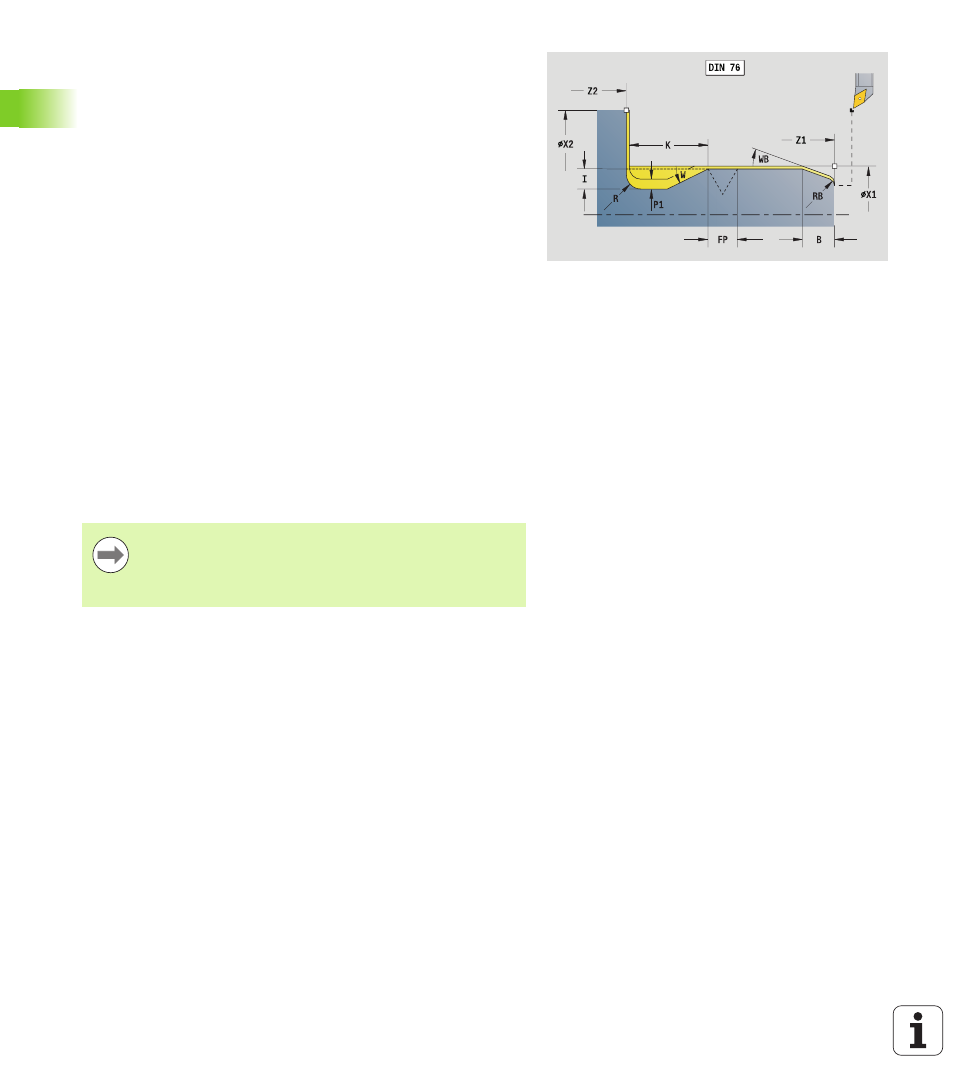
Parameters on the "Type G" form
FP
Thread pitch
I
Undercut diameter (default: value from standard table)
K
Undercut length (default: value from standard table)
W
Undercut angle (default: value from standard table 30°)
R
Undercut radius (default: value from standard table)
P1
Undercut oversize
No input: Machining in one cut
P1>0: Division into pre-turning and finish-turning; P1 is
the longitudinal oversize; the transverse oversize is
always 0.1 mm
H
Type of departure
0: To the starting point
1: Plane surface end
Additional parameters for "cylinder first cut"
B
Cylinder 1st cut length (no input: no cylinder start chamfer)
WB
1st cut angle (default: 45°)
RB
Positive value: First cut radius, negative value: chamfer (no
input: no element)
E
Reduced feed rate for plunging and the first cut (default:
active feed rate)
U
Grinding oversize for cylinder
Further forms:
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Parameters that are not programmed are automatically
calculated by the Control from the standard table.