1 7 cont our -based t u rn ing cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 279
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
279
4.1
7
Cont
our
-based t
u
rn
ing cy
cles
The Control uses the tool definition to distinguish between radial and
axial recesses.
Program at least one contour reference (e.g.: NS or NS, NE) and P.
Turning depth compensation R:
Depending on factors such as
workpiece material or feed rate, the tool tip is displaced during a
turning operation. You can correct the resulting infeed error with the
turning depth compensation factor. The value is usually determined
empirically.
Offset width B:
After the second infeed movement, during the
transition from turning to recessing, the path to be machined is
reduced by the offset width B. Each time the system switches on this
side, the path is reduced by B—in addition to the previous offset. The
total offset is limited to 80 % of the effective cutting width (effective
cutting width = cutting width –2*cutting radius). If required, the
Control reduces the programmed offset width. After clearance
roughing, the remaining material is removed with a single cut.
Parameters
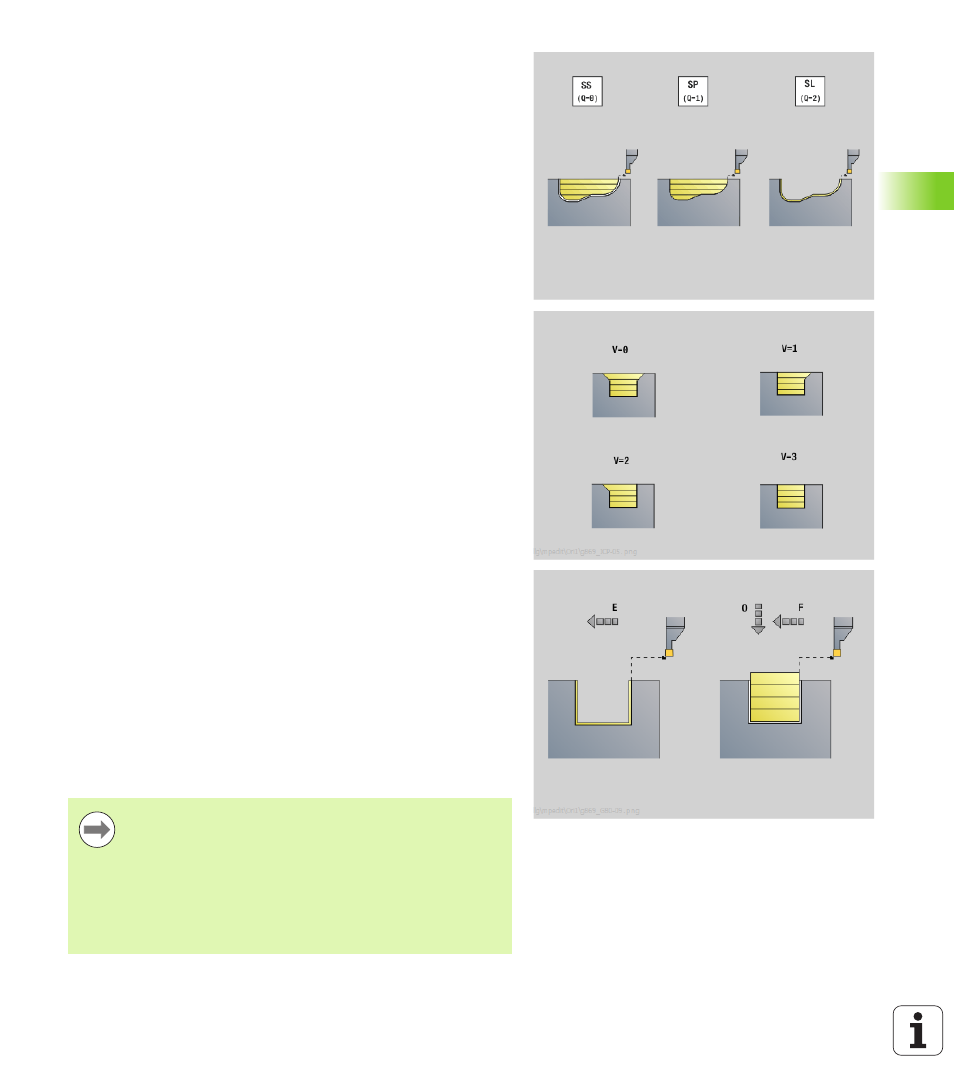
H
Type of retraction at cycle end (default: 0)
0: Return to starting point (axial recess: first direction Z, then
X; radial recess: first X direction, then Z)
1: Positions in front of the finished contour
2: Retracts to safety clearance and stops
V
Identifier start/end (default: 0) A chamfer/rounding arc is
machined:
0: At beginning and end
1: At beginning
2: At end
3: No machining
O
Recessing feed rate (default: active feed rate)
E
Finishing feed rate (default: active feed rate)
B
Offset width (default: 0)
XA,
ZA
Starting point of blank (only effective if no blank was
programmed):
XA, ZA not programmed: The workpiece blank contour is
calculated from the tool position and the ICP contour.
XA, ZA programmed: Definition of the corner point of the
workpiece blank contour.
The tool radius compensation: is active.
A G57 oversize enlarges the contour (also inside
contours).
A G58 oversize
>0: Enlarges the contour
<0: Is not offset
G57/G58 oversizes
are deleted after cycle end.