Pocket milling, finishing g846, 26 milling cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 364
364
DIN programming
4.26 Milling cy
cles
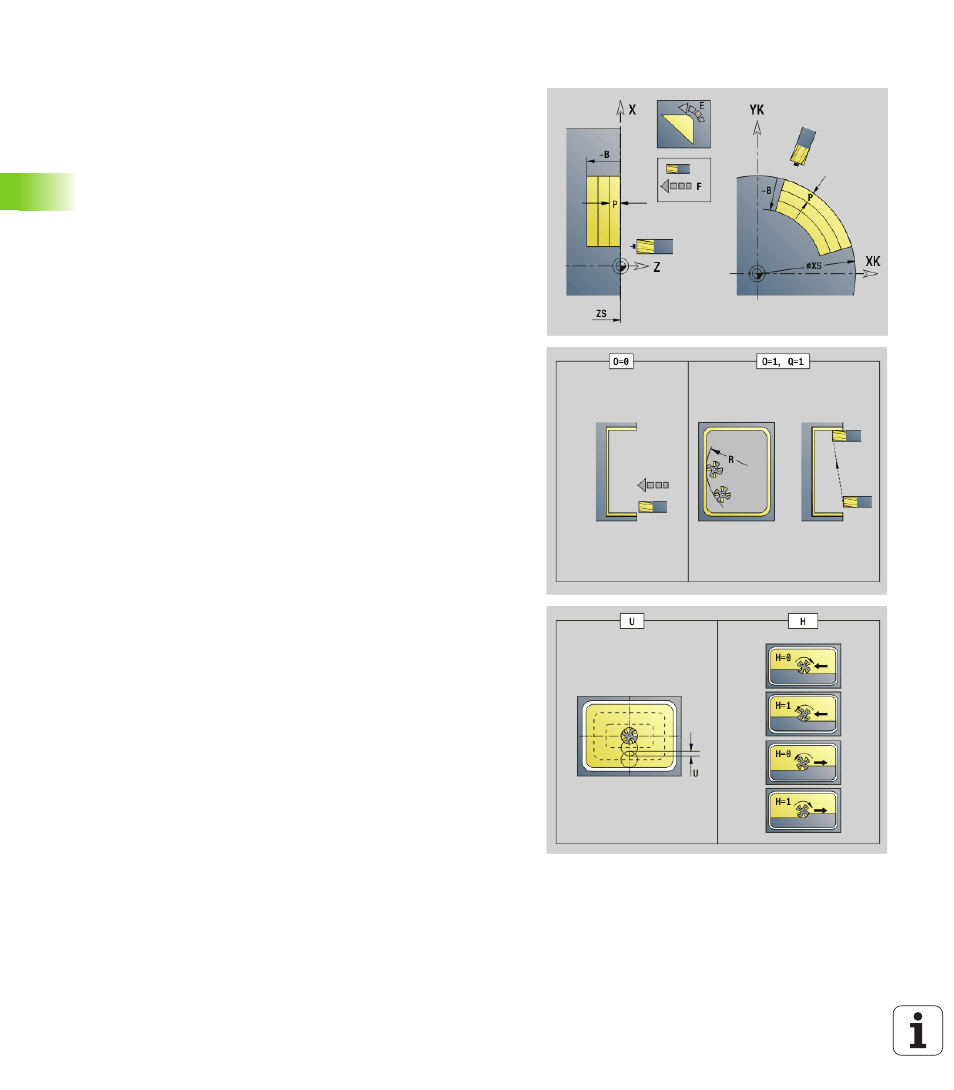
Pocket milling, finishing G846
G846 finish-machines closed contours.
If the pocket consists of multiple sections, G846 takes all the sections
of the pocket into account.
You can change the cutting direction with the cutting direction H,
the machining direction Q and the direction of tool rotation (see
following table).
Parameters—finishing
ID
Milling contour—name of the contour to be milled
NS
Starting block no. of contour
Figures: Block number of the figure
Free closed contour: A contour element (not starting point)
B
Milling depth (default: depth from the contour description)
P
(Maximum) infeed (default: milling in one infeed)
XS
Milling top edge—lateral surface (replaces the reference plane
from the contour definition)
ZS
Milling top edge—face (replaces the reference plane from the
contour definition)
R
Radius of approaching/departing arc (default: 0)
R=0: Contour element is approached directly. Feed to the
starting point above the milling plane, then vertical plunge.
R>0: Tool moves on approaching/departing arc that
connects tangentially to the contour element.
U
(Minimum) overlap factor. Defines the overlap of milling paths
(default: 0.5).
Overlap = U*milling diameter
V
Overrun factor—no effect with C-axis machining
H
Cutting direction (default: 0)
0: Up-cut milling
1: Climb milling
F
Feed rate for infeed (default: active feed rate)
E
Reduced feed rate for circular elements (default: current feed
rate)
RB
Retraction plane (default: back to starting position)
Front or read face: Return position in Z direction
Lateral surface: Return position in X direction (diameter)