Transformations of contours g99, 29 other g functions – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 379
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
379
4.29 Other G functions
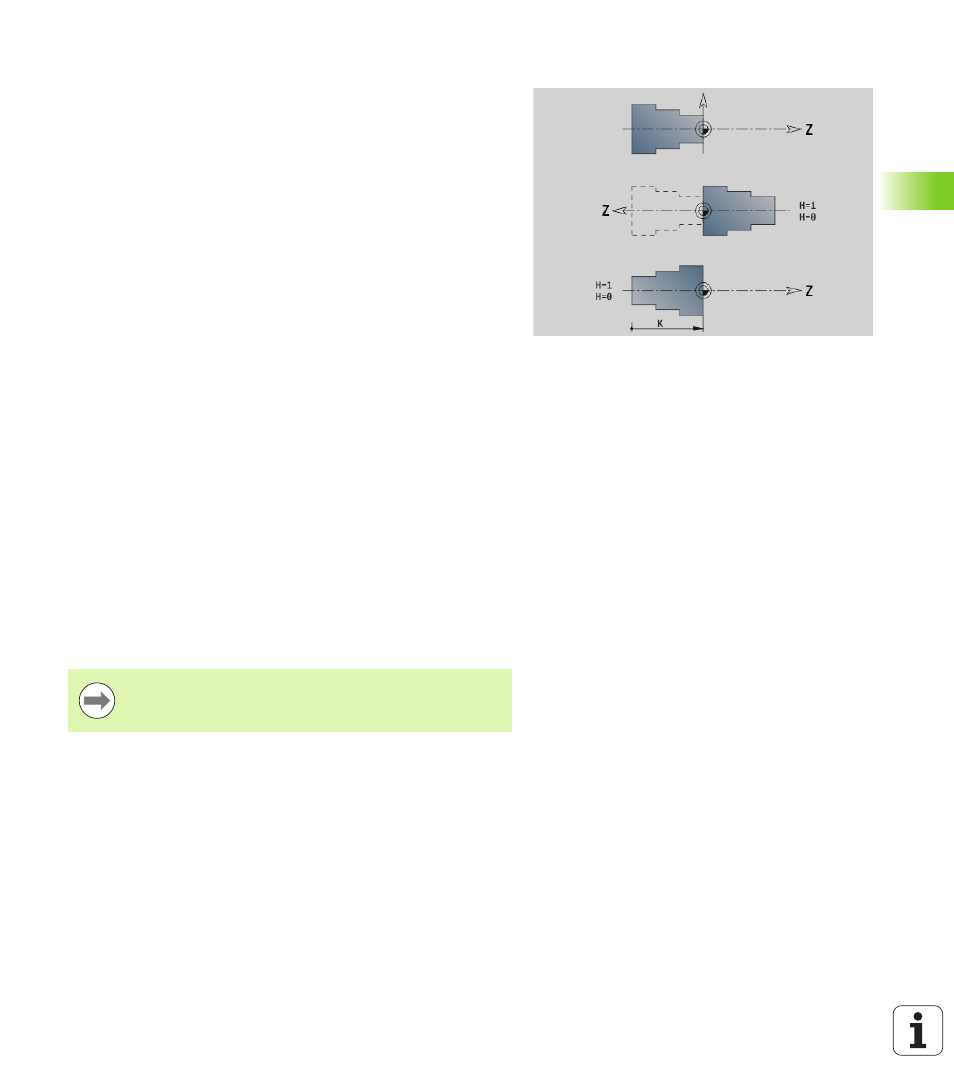
Transformations of contours G99
With the G99 function you can mirror contours, shift them and bring
the workpiece to the desired machining position.
Parameters
Q
Function is not yet supported.
D
Spindle number
X
Shift in X (diameter value)
Z
Shift in Z
V
Mirroring the Z axis of the coordinate system
Q=0: Do not mirror
Q=1: Mirror
H
Transformation type
H=0: Contour shift, not mirroring
H=1: Contour shift, mirroring and reversing the direction
of the contour description
K
Shift length of tool: shift coordinate system in Z direction
O
Hide elements during transformation
O=0: All contours are transformed
O=1: Auxiliary contours are not transformed.
O=2: Face contours are not transformed
O=4: Lateral contours are not transformed
You can also add input values in order to combine various
settings (e.g. O=3 Do not transform auxiliary contours or
face contours)
Program G99 again if the workpiece is transferred to
another spindle and/or moves its position in the working
space.