35 g functions fr om pr evious contr o ls – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 412
412
DIN programming
4.35 G functions fr
om pr
evious contr
o
ls
Simple face roughing G82
G82 roughs the contour area defined by the current tool position and
X, Z. If you wish to machine an oblique cut, you can define the angle
with I and K.
The Control uses the position of the target point to distinguish
between external and internal machining. The number of cutting
passes is calculated so that an abrasive cut is avoided and the
calculated infeed distance is <= K.
Example: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parameters
X
Contour end point in X (diameter value)
Z
Contour starting point
I
Offset in X direction (default: 0)
K
Maximum infeed in Z
Q
G function for infeed (default: 0)
0: Infeed with G0 (rapid traverse)
1: Infeed with G1 (feed rate)
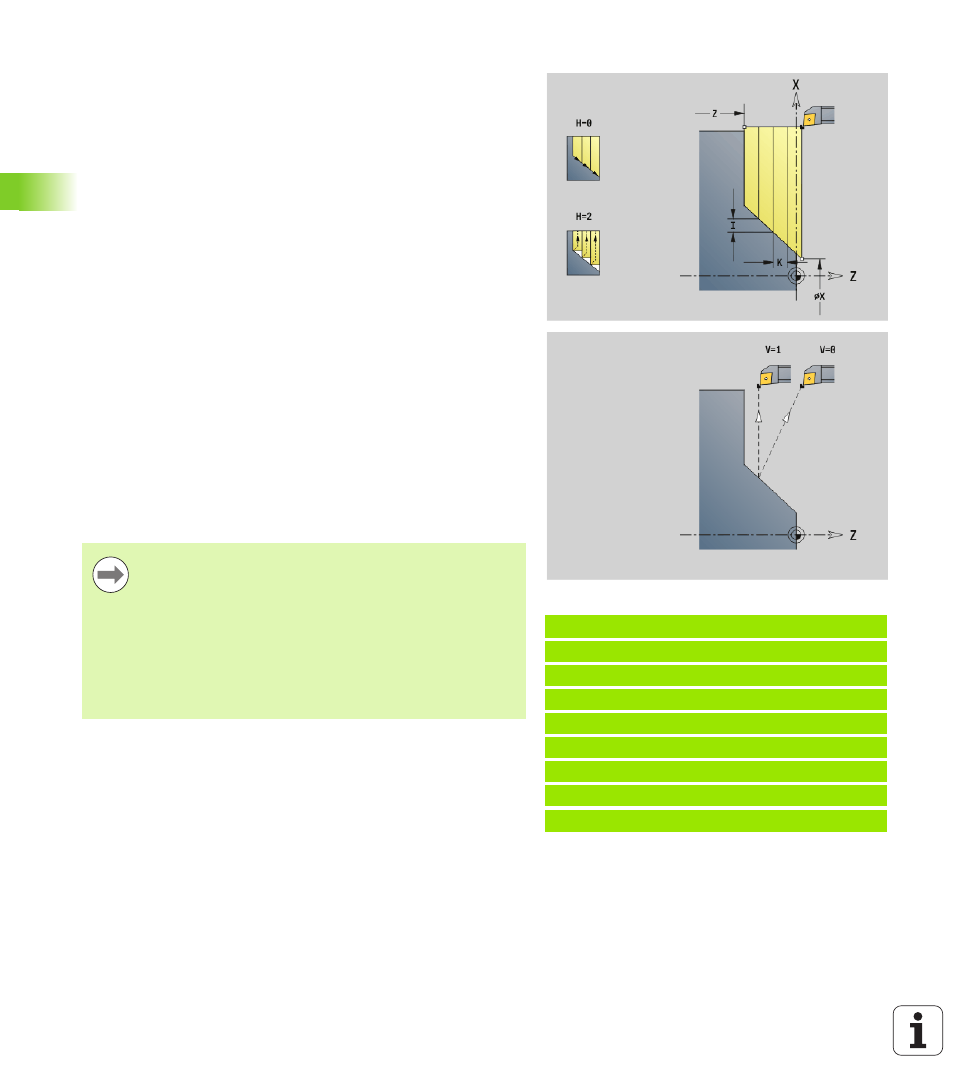
V
Type of retraction (default: 0)
0: Return to cycle starting point in X and last retraction
position in Z
1: Return to cycle starting point
H
Type of departure (default: 0)
0: With each cut (machine contour outline after each pass)
2: No smoothing (retracts at 45°; no contour smoothing)
Programming X, Z:
Absolute, incremental or modal
The tool radius compensation is not active.
Safety clearance
after each pass: 1 mm
A G57 oversize
Is calculated with algebraic sign (oversizes are
therefore impossible for inside contour machining)
Remains effective after cycle end
A G58 oversize is not taken into account.