6 units—pr e dr illing in c axis – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 114
114
smart.Turn units
2.6 Units—Pr
e
dr
illing in C axis
"Predrill, pocket mill, ICP on lateral surface" unit
The unit determines the hole position and machines the hole. The
subsequent milling cycle obtains the hole position from the reference
stored in NF. If the pocket consists of multiple sections, the unit
machines a hole for each section.
Unit name: DRILL_MAN_845_C / Cycles: G845 A1 (see page 359);
G71 (see page 315)
Access to the technology database:
Machining operation: Drilling
Affected parameters: F, S
Contour form
FK
NS
Starting block no. of contour
NE
End block no. of contour
X1
Milling top edge (diameter value)
P2
Depth of contour
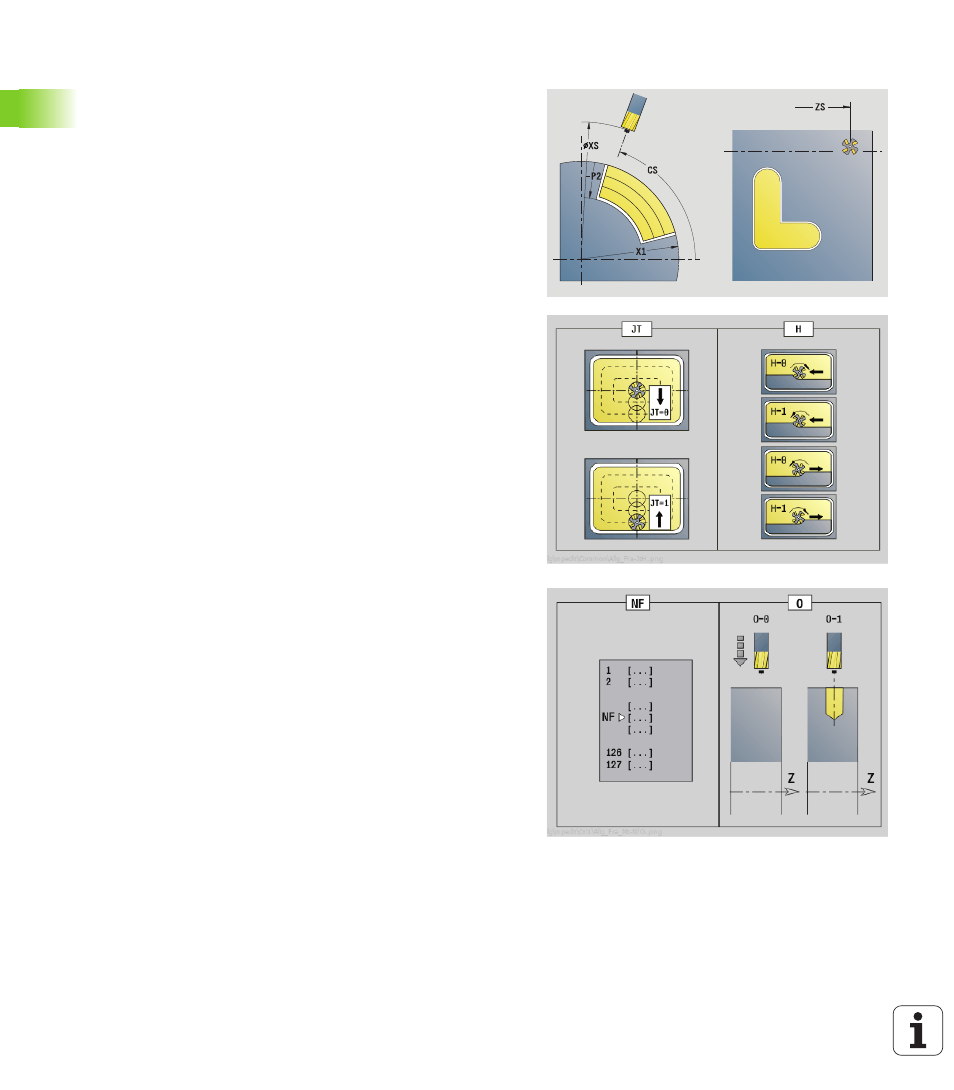
Cycle form
JT
Machining direction
0: From the inside out (from the inside towards the
outside)
1: From the outside in (from the outside towards the
inside)
H
Cutting direction
0: Up-cut milling
1: Climb milling
I
Infeed-direction oversize
K
Contour-parallel oversize
U
Overlap factor (default: 0.5)
WB
Cutter diameter
NF
Position mark
E
Delay (dwell time at end of hole) (default: 0)
D
Retraction at
0: Rapid traverse
1: Feed rate
V
Feed rate reduction
0: Without reduction
1: At end of the hole
2: At start of the hole
3: At start and end of the hole
AB
Spot drilling / through drilling length (distance for feed rate
reduction)
RB
Return plane (diameter value)
Further forms: