16 t ools, compensations – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 259
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
259
4.16 T
ools, compensations
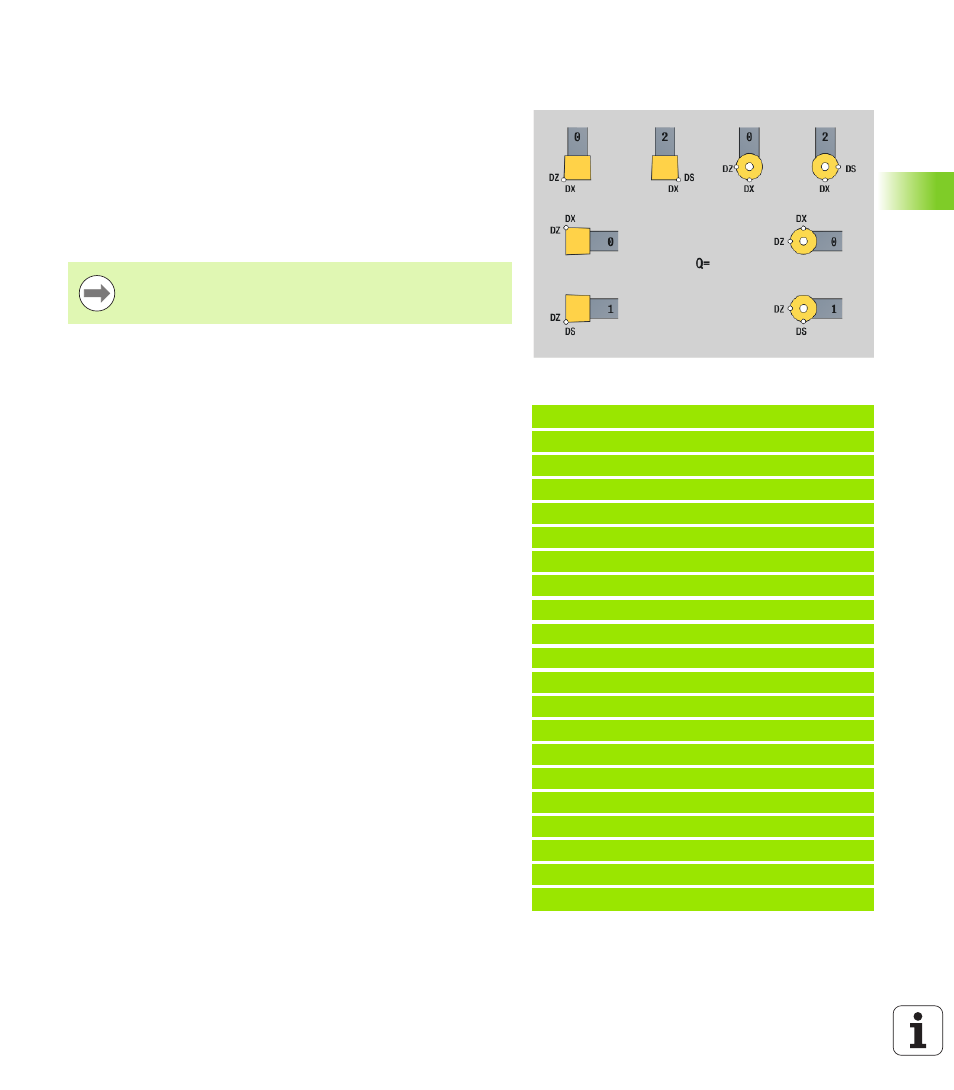
Correction of cut (switching the tool edge
compensation) G148
G148 defines the values compensating for wear. DX, DZ become
effective after program start and after a T command.
Example: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151 [recessing finishing]
N11 G148 O0 [change compensation]
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
Parameter
Q
Selection (default: 0)
O=0: DX, DZ active—DS inactive
O=1: DS, DZ active—DX inactive
O=2: DX, DS active—DZ inactive
The cycles G860, G869, G879, G870, G890 automatically
take the "correct" wear compensation into account.