Activate direct program-run continuation g999, Converting and mirroring g30, 29 other g functions – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 378
378
DIN programming
4.29 Other G functions
Activate direct program-run continuation G999
With the G999 function, when running a program in Single Block
mode, the following NC blocks are run with a single NC start to the
end of the program. G999 is then deactivated by again calling the
function with the setting Q=0 (off).
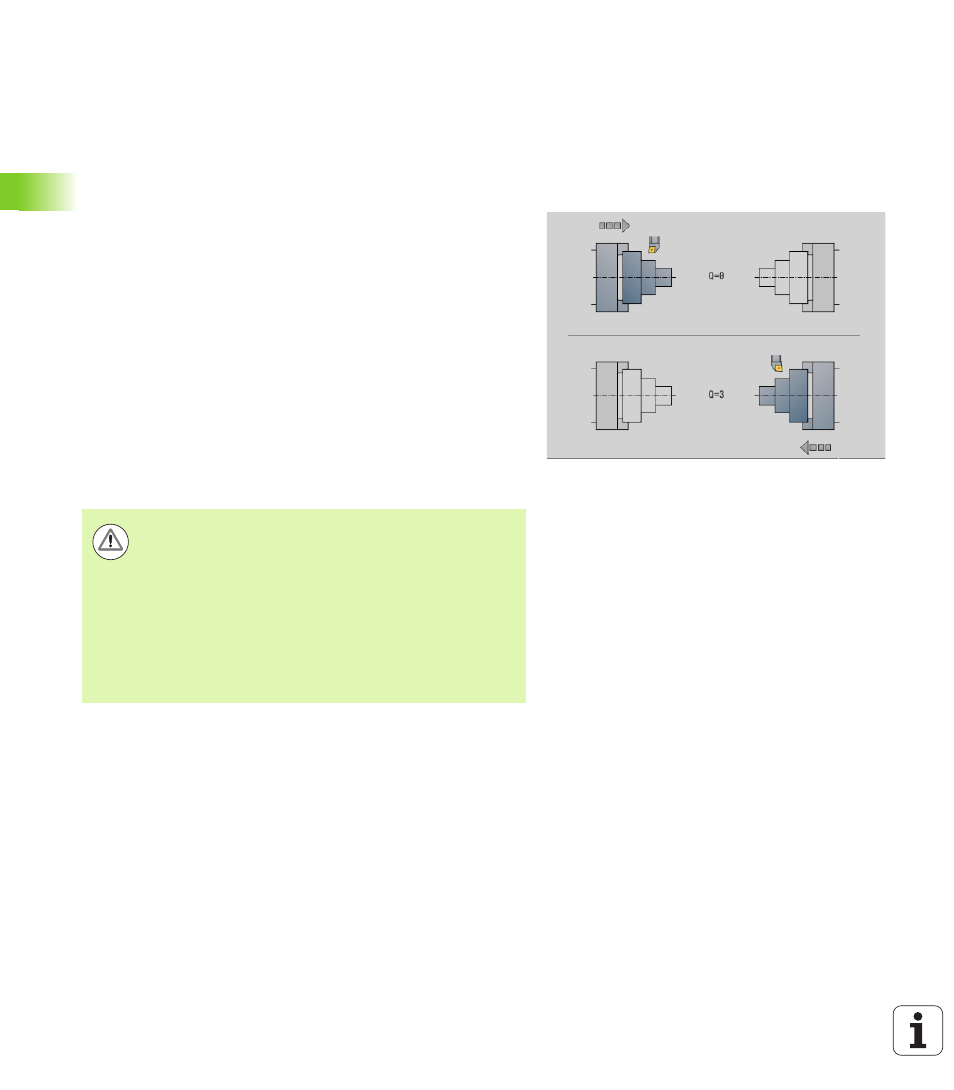
Converting and mirroring G30
The G30 function converts G functions, M functions and spindle
numbers. G30 mirrors traverse paths and tool dimensions and shifts
the machine zero point about the "zero point offset" of the axis
(machine parameter: Trans_Z1).
Application:
For full-surface machining, you describe the complete
contour, machine the front face, rechuck the workpiece using an
expert program, and then machine the rear face. To enable you to
program rear-face machining in the same way as front-face machining
(Z axis orientation, arc rotational direction, etc.). Includes the expert
program commands for converting and mirroring.
Parameters
H
Table number of the conversion table (possible only if the
machine tool builder has configured a conversion table).
Q
Spindle number
Danger of collision!
In the transition from AUTOMATIC to MANUAL
OPERATION, conversions and mirror images are
retained
Switch off the conversion/mirroring if you activate the
front-face machining after rear-face machining (for
example during program section repeats with M99)
After a new program selection, the conversion/mirroring
is switched off (example: transition from MANUAL to
AUTOMATIC mode)