7 units—finishing – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 117
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
117
2.7 Units—Finishing
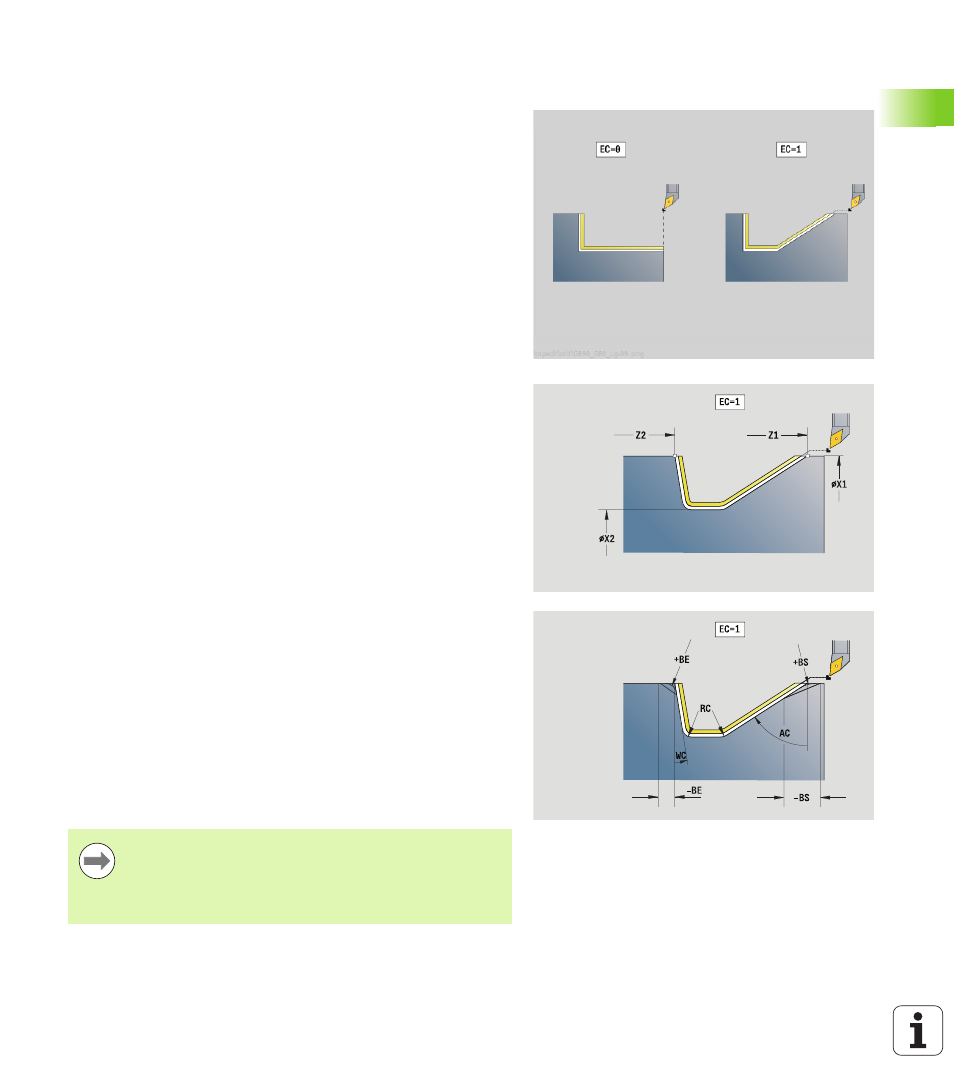
"Longitudinal finishing with direct contour
input" unit
The unit finishes the contour defined by the parameters in one pass.
In EC you define whether you want to machine a normal or a plunging
contour.
Unit name: G890_G80_L / Cycle: G890 (see page 282)
Access to the technology database:
Machining operation: Finishing
Affected parameters: F, S, E
Contour form
EC
Type of contour
0: Normal contour
1: Plunging contour
X1, Z1
Contour starting point
X2, Z2
Contour end point
RC
Rounding: Radius of contour corner
AC
Start angle: Angle of the first contour element
(range: 0° < AC < 90°)
WC
End angle: Angle of the last contour element
(range: 0° < WC < 90°)
BS
Chamfer/radius at start
BS>0: Radius of rounding arc
BS<0: Section length of chamfer
BE
Chamfer/radius at end
BE>0: Radius of rounding arc
BS<0: Section length of chamfer
Cycle form
E
Plunging behavior
E>0: Plunging feed rate for declining contour elements.
Descending contour elements are machined.
No input: The plunging feed rate is reduced during
machining of declining contour elements by up to 50%.
Descending contour elements are machined.
B
Switch on TRC (type of tool radius compensation)
0: Automatic
1: Tool to the left (G41)
2: Tool to the right (G42)
DXX
Additive correction numbers 1 – 16
G58
Contour-parallel oversize (radius)
Further forms:
With the address Dxx you activate an additive
compensation for the entire cycle run. The additive
compensation is switched off again at the end of the cycle.
You edit additive compensation values in the Program Run
mode of operation.