35 g functions fr om pr evious contr o ls – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 413
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
413
4.35 G functions fr
om pr
evious contr
o
ls
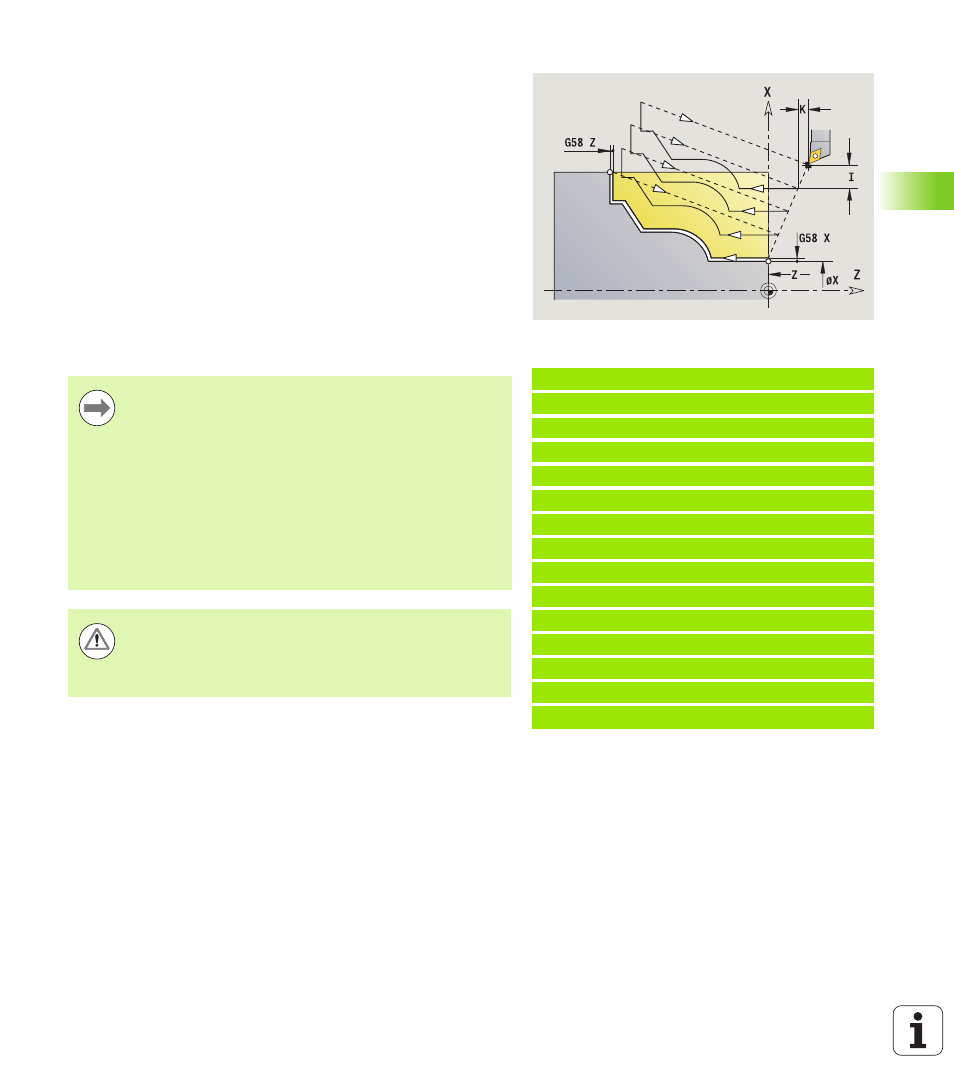
Simple contour repeat cycle G83
G83 carries out the functions programmed in the following blocks
(simple traverses or cycles without a contour definition) more than
once. G80 ends the machining cycle.
If the number of infeeds differs for the X and Z axes, the tool first
advances in both axes with the programmed values. The infeed is set
to zero if the target value for one direction is reached.
Programming:
G83 is alone in the block
G83 must not be nested, not even by calling subprograms
Example: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parameters
X
Contour target point (diameter) – (default: Load the last X
coordinate)
Z
Contour target point – (default: Load the last Z coordinate)
I
Maximum infeed in X direction (radius)—(default: 0)
K
Maximum infeed in Z direction (default: 0)
The tool radius compensation is not active. You can
program the TRC separately with G40 to G42.
Safety clearance
after each pass: 1 mm
A G57 oversize
Is calculated with algebraic sign (oversizes are
therefore impossible for inside contour machining)
Remains effective after cycle end
A G58 oversize
Is taken into account if you work with TRC
Remains effective after cycle end
Danger of collision!
After each pass, the tool returns on a diagonal path before
it advances for the next pass. If required, program an
additional rapid traverse path to avoid a collision.