Metric iso thread g35, Run-out: see, 1 9 thr ead cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 301
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
301
4.1
9
Thr
ead cy
cles
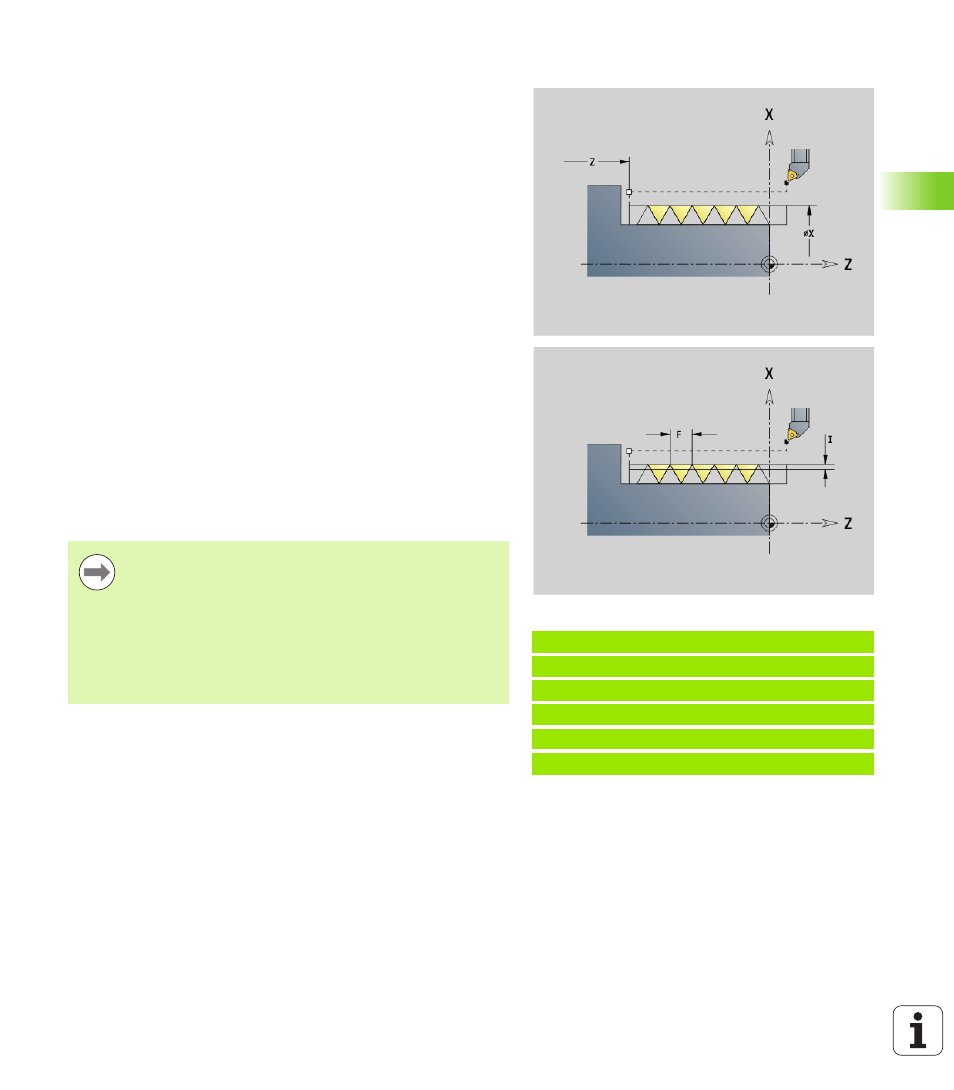
Metric ISO thread G35
G35 cuts a longitudinal thread (internal or external thread). The thread
starts at the current tool position and ends at the end point X, Z.
From the tool position relative to the end point of the thread, Control
automatically determines whether an internal or external thread is to
be cut.
Example: G35
%35.nc
[G35]
N1 T5 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
END
Parameters
X
End point of thread (diameter)
Z
End point of thread
F
Thread pitch
I
Maximum infeed
No input: I is calculated from the thread pitch and the thread
depth.
Q
Number of no-load (air) cuts after the last cut (for reducing the
cutting pressure in the thread base)—(default: 0)
V
Type of infeed (default: 0)
0: Constant cross section for all cuts
1: Constant infeed
2: W/ remaining cutting (with distribution of remaining cuts).
First infeed = Remainder of the division of thread depth/
cutting depth. The last cut is divided into four partial cuts:
1/2, 1/4, 1/8 and 1/8.
3: Infeed is calculated from the pitch and spindle speed
4: Same as MANUALplus 4110
Cycle stop—the Control retracts the tool from the
thread groove and then stops all tool movements. (Lift-
off distance: OEM configuration parameter:
cfgGlobalPrperties-threadliftoff)
If you are programming an internal thread, it is advisable
to preset the thread pitch F since the diameter of the
longitudinal element is not the thread diameter. If you
have the Control calculate the thread pitch
automatically, slight deviations may occur.
Cycle run
1
Calculates the number of cutting passes.
2
Executes a thread cut.
3
Returns at rapid traverse and approaches for next pass.
4
Repeats 2 to 3 until the complete thread has been cut.
5
Executes air cuts.
6
Returns to starting point.