Contour recessing with direct contour input" unit, 3 units—recessing – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 73
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
73
2.3 Units—Recessing
Offset width B:
After the second infeed movement, during the
transition from turning to recessing, the path to be machined is
reduced by the offset width B. Each time the system switches on this
side, the path is reduced by B—in addition to the previous offset. The
total offset is limited to 80 % of the effective cutting width (effective
cutting width = cutting width –2*cutting radius). If required, the
Control reduces the programmed offset width. After clearance
roughing, the remaining material is removed with a single cut.
"Contour recessing with direct contour input"
unit
The unit machines the contour defined by the parameters axially/
radially.
Unit name: G860_G80 / Cycle: G860 (see page 275)
The Control uses the tool definition to distinguish between radial and
axial recessing.
Access to the technology database:
Machining operation: Contour recessing
Affected parameters: F, S, E
Contour form:
RI, RK
Workpiece blank oversize in X and Z direction
Further parameters of the contour form: see page 60.
Cycle form
Q
Roughing/finishing (process variants)
0: Roughing and finishing
1: Only roughing
2: Only finishing
I, K
Oversize in X, Z direction (I: diameter value)
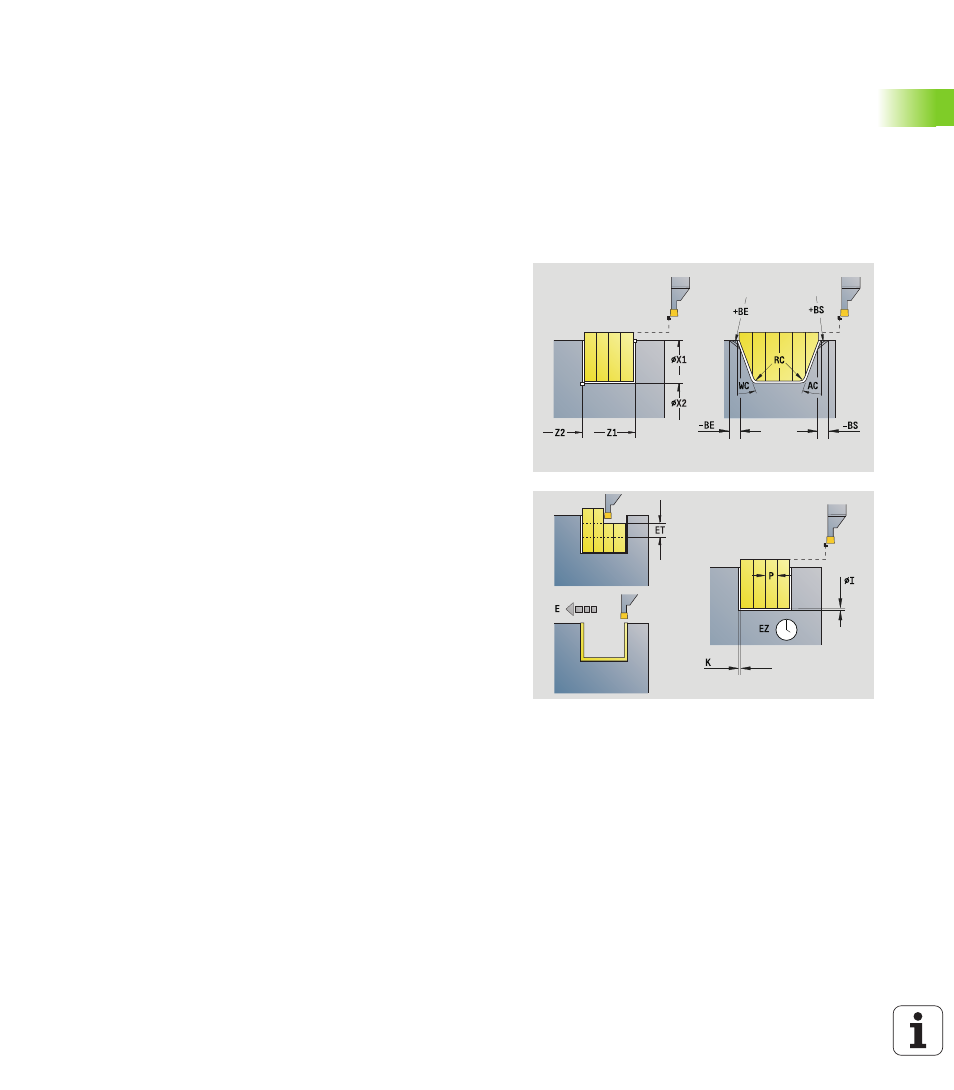
P
Cutting width (recessing width): (default: 0.8 x tool width)
E
Finishing feed rate: Differing feed rate used only for the
finishing process
EZ
Period of dwell after recessing path (default: time for one
spindle revolution)
DQ
Number of recessing cycles
DX, DZ
Distance to subsequent recess in X, Z direction
Further forms: