38 full-surface machining, Fundamentals of full-surface machining – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 423
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
423
4.38 F
u
ll-surf
ace mac
h
ining
4.38 Full-surface machining
Fundamentals of full-surface machining
In "full-surface machining," the front and rear ends can be machined in
one
NC program. The control supports full-surface machining for all
common machine designs. The features include angle-synchronous
part transfer with rotating spindle, traversing to a stop, controlled
parting, and coordinate transformation. This ensures efficient full-
surface machining and simple programming.
You describe the turning contour, the contours for the C axis as well
as full-surface machining functions in one NC program. Expert
programs are available for configuring the lathe.
You can also enjoy the benefits of full-surface machining on lathes
with only one spindle.
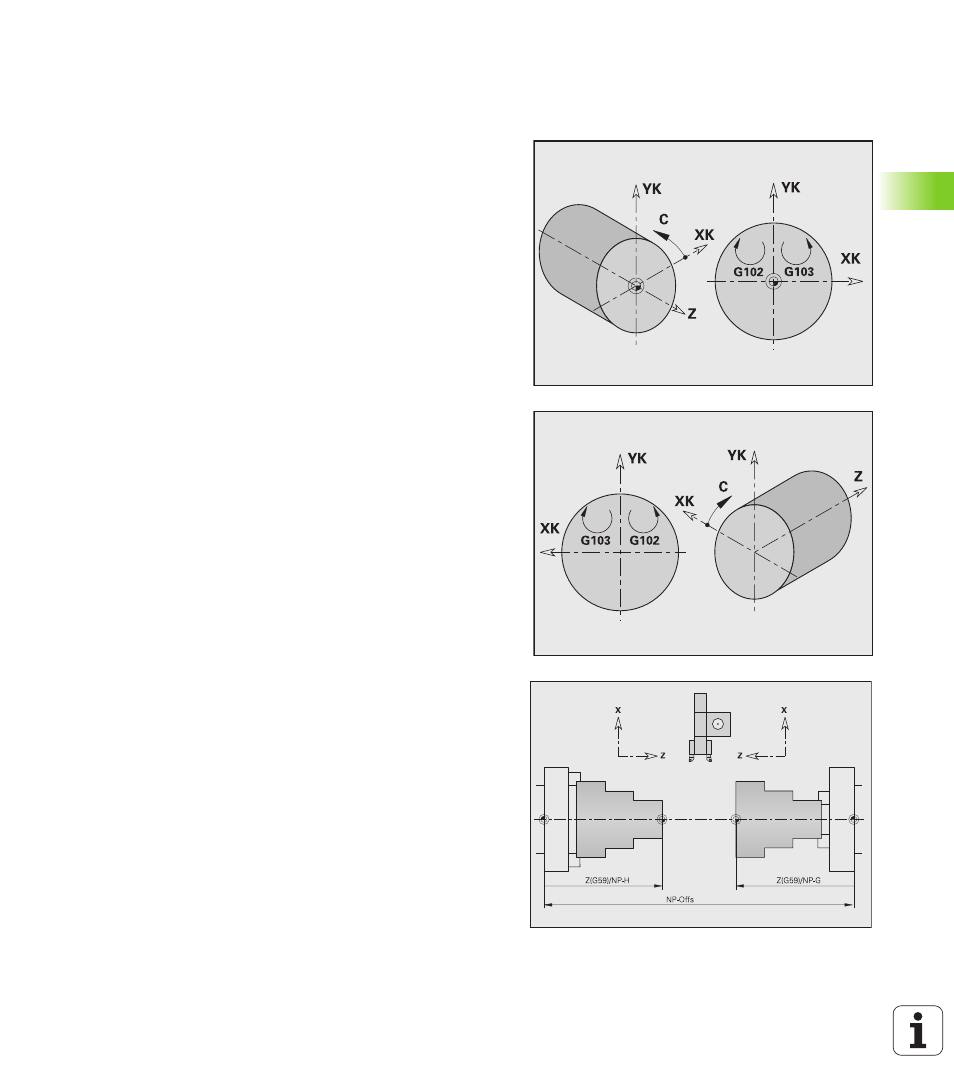
Rear-face contours with C axis:
The XK axis and therefore also the
C axis are oriented with respect to the workpiece, not to the spindle.
Therefore, for the rear face:
Orientation of the XK axis: To the left (front face: to the right)
Orientation of the C axis: Clockwise
Direction of rotation for circular arcs G102: Counterclockwise.
Direction of rotation for circular arcs G103: Clockwise.
Turning:
The CNC PILOT supports full-surface machining with
conversion and mirroring functions. This makes it possible to keep the
usual directions of movement for rear-side machining as well.
Program a positive value to depart the workpiece.
Program a negative value to approach the workpiece.
The machine manufacturer can provide your lathe with suitable expert
programs
for workpiece transfer.
Reference points and coordinate system:
The position of the
machine and workpiece zero points as well as the coordinate systems
for the spindle and opposing spindle are illustrated in the figure at
bottom. With this design of lathe it is recommended to mirror only the
Z axis. Then, for either spindle, moving in positive direction will stand
for motion away from the workpiece.
Usually the expert program contains the mirroring of the Z axis and the
zero-point shift by the dimension "NP-Offs."
(Trans_Z1)