HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 509
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
509
6.7 Milling cy
cles f
o
r the Y axis
G845 (Y axis)—Calculating hole positions
"G845 A1 .." calculates the hole positions and stores them at the
reference specified in "NF." The cycle takes the diameter of the active
tool into account when calculating the hole positions. Therefore, you
need to insert the drill before calling "G845 A1 ..". Program only the
parameters given in the following table.
See also:
G845—Fundamentals: Page 508
G845—Milling: Page 510
Parameters—Calculating hole positions
ID
Milling contour—name of the contour to be milled
NS
Starting block no. of contour
Figures: Block number of the figure
Free closed contour: A contour element (not starting point)
B
Milling depth (default: depth from the contour description)
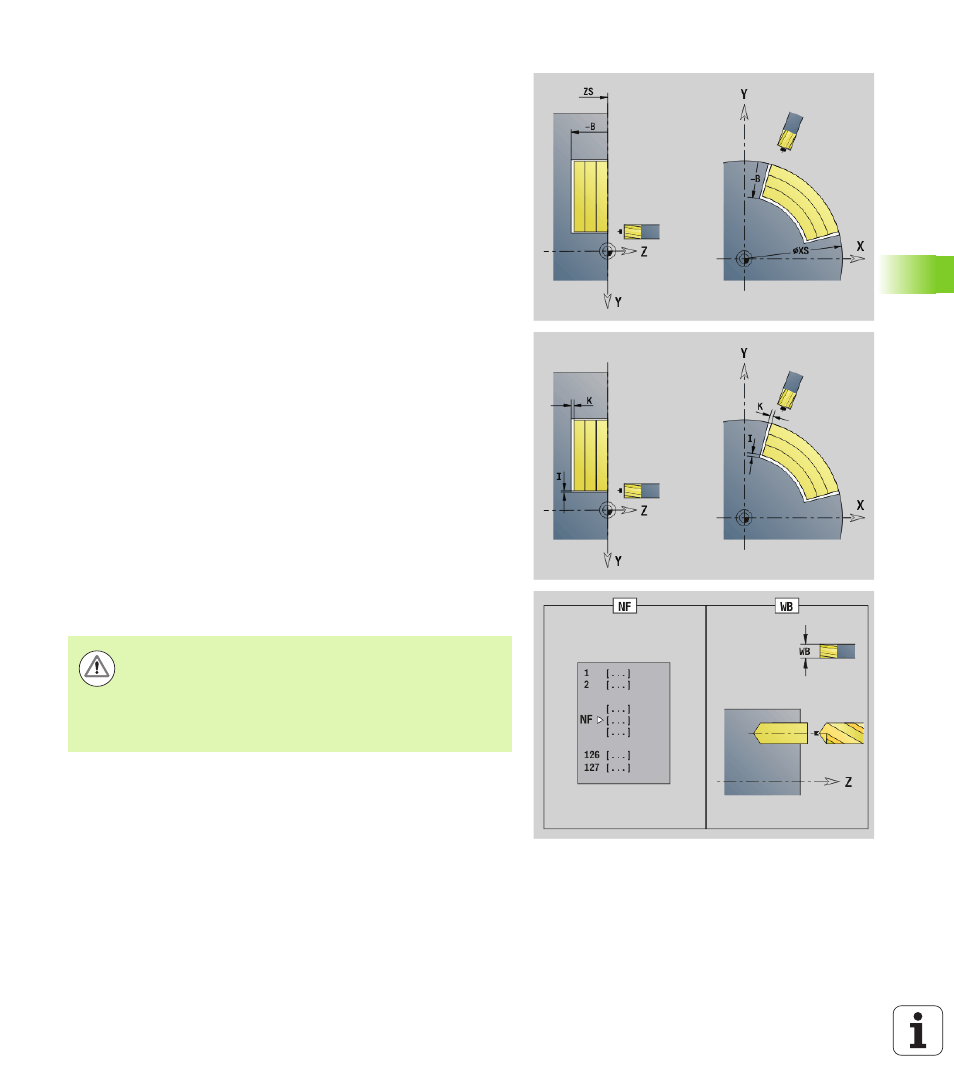
XS
Milling top edge—lateral surface (replaces the reference plane
from the contour definition)
ZS
Milling top edge—face (replaces the reference plane from the
contour definition)
I
Oversize in X direction (radius)
K
Oversize in Z direction
Q
Machining direction (default: 0)
0: From the inside out (from the inside towards the outside)
1: From the outside in (from the outside towards the inside)
A
Sequence for "Calculate hole positions": A=1
NF
Position mark—reference at which the cycle stores the hole
positions [1 to 127].
WB (Plunging length) Diameter of the milling cutter
G845 overwrites any hole positions that may still be
stored at the reference "NF."
The parameter "WB" is used both for calculating the hole
positions and for milling. When calculating the hole
positions, "WB" describes the diameter of the milling
cutter.