Hobbing g808 – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 520
520
DIN programming for the Y axis
6.7 Milling cy
cles f
o
r the Y axis
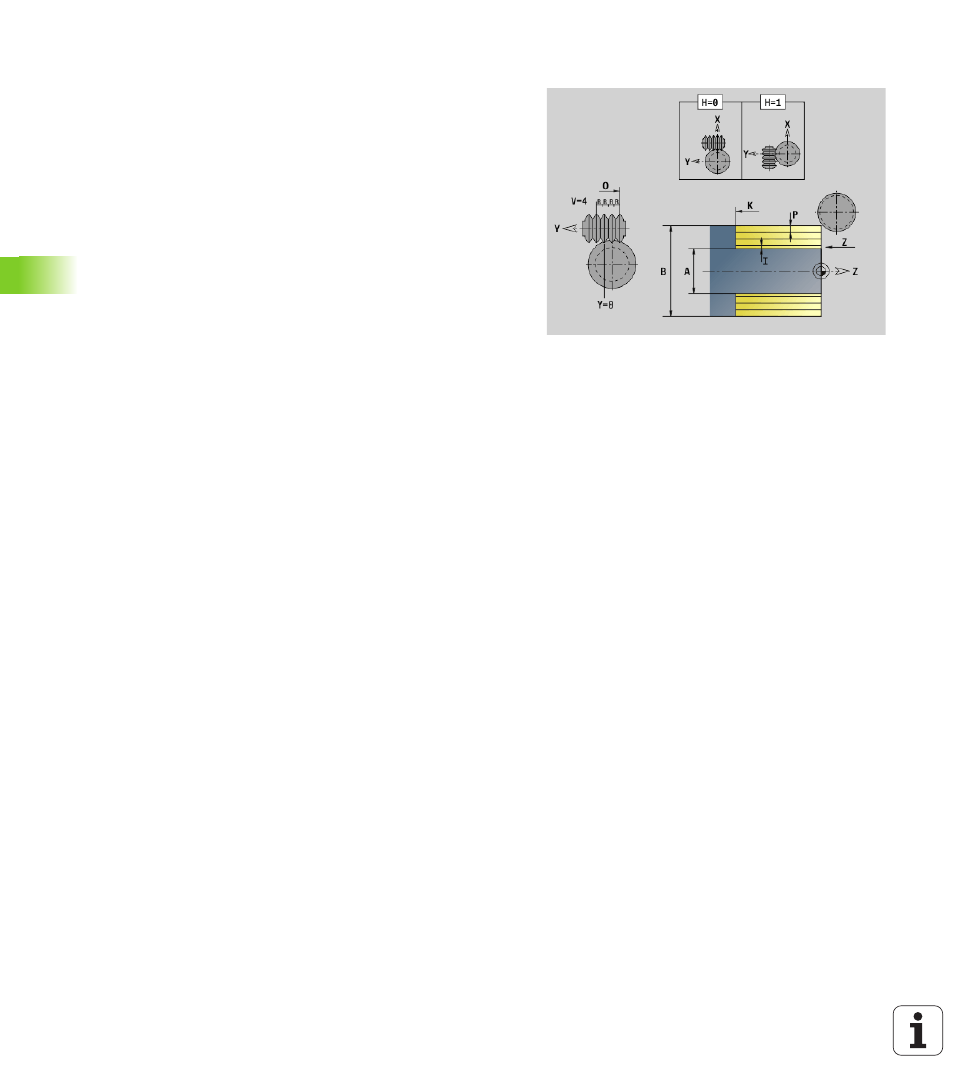
Hobbing G808
G808 mills a gear profile from the "starting point in Z" to the "end point
K". In W you enter the angular position of the tool.
If an oversize has been programmed, hobbing is split up in rough-
machining and subsequent finishing.
In parameters O, R and V you define the tool shift. Shifting by R
ensures a uniform wear of the hob cutter.
Parameters
Z
Starting point
K
End point
A
Root circle diameter
B
Outside diameter
J
Number of teeth, workpiece
W
Angular position
S
Surface speed [m/min]
I
Oversize
D
Direction of rotation of the workpiece
3: M3
4: M4
F
Feed per revolution
E
Finishing feed rate
P
Maximum infeed
O
Shift starting position
R
Shift value
V
Number of shifts
H
Infeed axis
0: Tool infeed is performed in the X axis
1: Tool infeed is performed in the Y axis
Q
Workpiece spindle
0: Spindle no. 0 (main spindle) holds the workpiece
3: Spindle no. 3 (opposing spindle) holds the workpiece