Undercut type u g856, 21 under c ut cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 311
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
311
4.21 Under
c
ut cy
cles
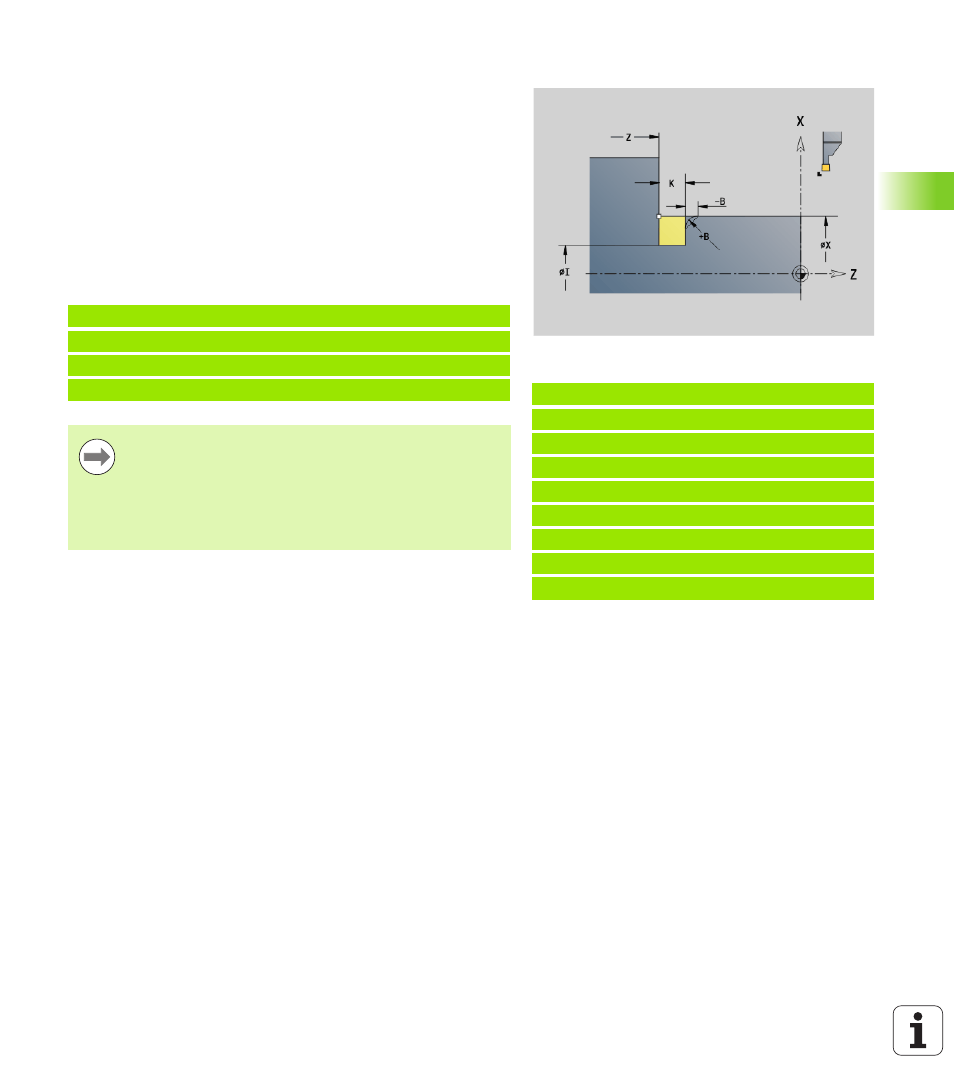
Undercut type U G856
G856 machines an undercut and finishes the adjoining plane surface.
A chamfer or rounding (optional) can be machined.
Tool position at the end of the cycle: Cycle starting point
Blocks following the cycle call
Example: G856
%856.nc
[G856]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z-30
N5 G1 X60
N6 G80
END
Parameters
I
Undercut depth (default: value from standard table)
K
Undercut length (default: value from standard table)
B
Chamfer/rounding:
B>0: Radius of rounding
B<0: Chamfer width
N.. G856 I.. K.. /Cycle call
N.. G0 X.. Z.. /Undercut corner
N.. G1 X.. /End point of plane surface
N.. G80 /End of contour definition
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Cutting radius compensation:
Active.
Oversizes:
are not taken into account.
If the cutting width of the tool is not defined, the control
assumes that the tool's cutting width equals K.