26 milling cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 363
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
363
4.26 Milling cy
cles
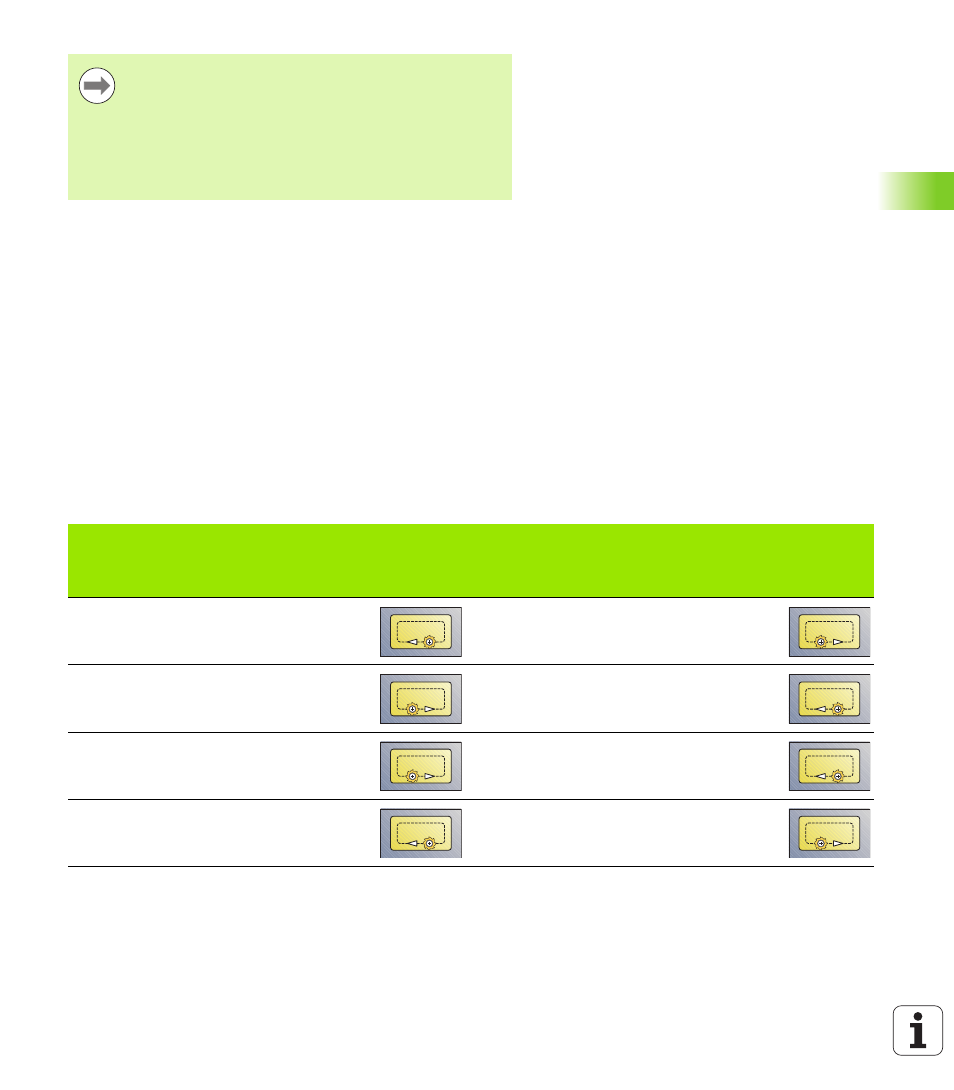
You can change the milling direction with the cutting direction H, the
machining direction Q and the direction of tool rotation (see following
table). Program only the parameters given in the following table.
For the machining direction Q=1 (from the outside toward
the inside), please note:
The contour must start with a linear element.
If the starting element is < WB, WB is reduced to the
length of the starting element.
The length of the starting element must not be less than
1.5 times the diameter of the milling cutter.
Cycle run
1
Starting position (X, Z, C) is the position before the cycle begins.
2
Calculates the number of cuts (infeeds to the milling planes,
infeeds in the milling depths) and the plunging positions and paths
for reciprocating or helical plunges.
3
Approaches to safety clearance and, depending on O, feeds to
the first milling depth or approaches helically or on a reciprocating
path.
4
Mills a plane.
5
Retracts by the safety clearance, returns and cuts to the next
milling depth.
6
Repeat steps 4 and 5 until the complete surface is milled.
7
Returns to retraction plane RB.
Pocket milling, roughing G845
Cutting
direction
Machining
direction
Direction
of tool
rotation
Execution
Cutting
direction
Machining
direction
Direction
of tool
rotation
Description
Up-cut milling
(H=0)
From inside
(Q=0)
Mx03
Climb milling
(H=1)
From inside
(Q=0)
Mx03
Up-cut milling
(H=0)
From inside
(Q=0)
Mx04
Climb milling
(H=1)
From inside
(Q=0)
Mx04
Up-cut milling
(H=0)
From outside
(Q=1)
Mx03
Climb milling
(H=1)
From outside
(Q=1)
Mx03
Up-cut milling
(H=0)
From outside
(Q=1)
Mx04
Climb milling
(H=1)
From outside
(Q=1)
Mx04