26 milling cy cles – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 354
354
DIN programming
4.26 Milling cy
cles
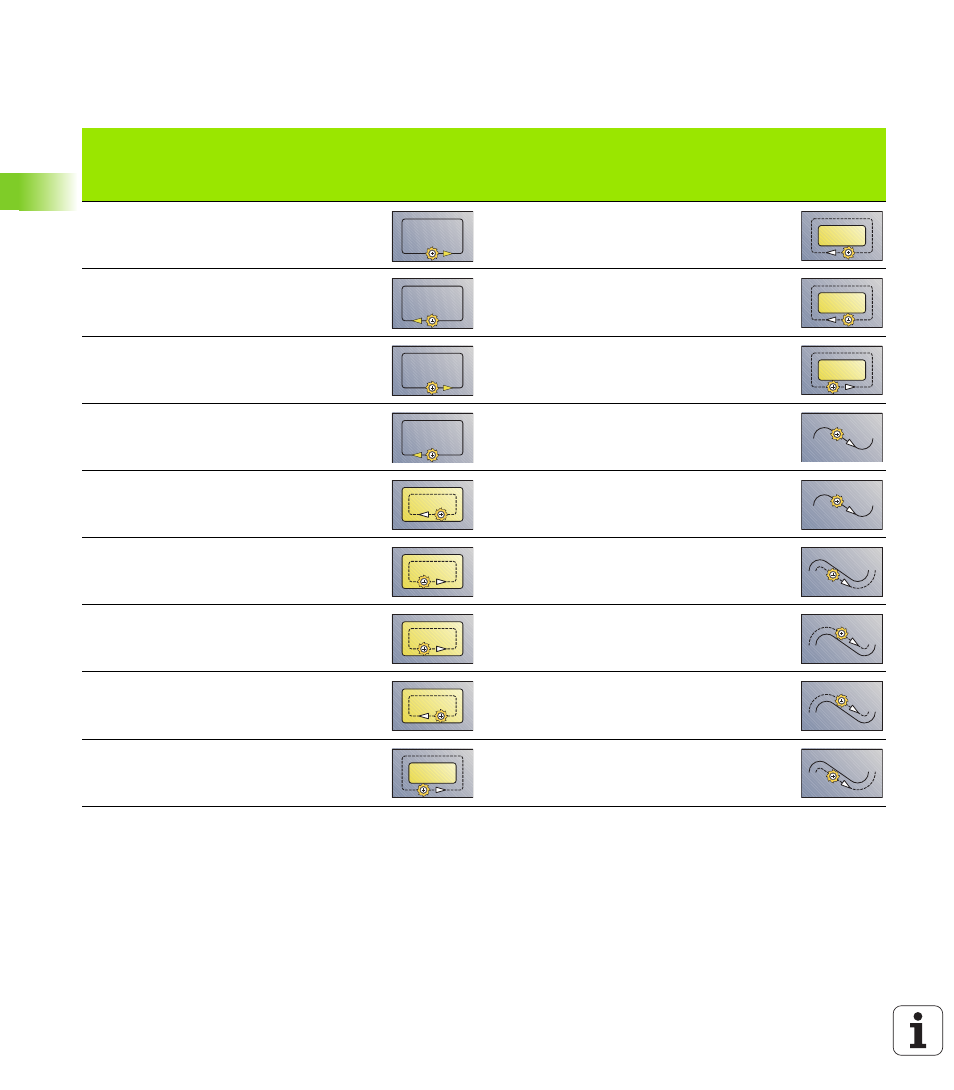
You can change the machining direction and the cutter radius
compensation
(TRC) with the cycle type Q, the cutting direction
H
and the rotational direction of the tool (see following table). Program
only the parameters given in the following table.
Contour milling G840
Cycle
type
Cutting
direction
Direction
of tool
rotation
TRC
Version
Cycle
type
Cutting
direction
Direction
of tool
rotation
TRC
Description
Contour
(Q=0)
–
Mx03
–
Outside
Up-cut
milling
(H=0)
Mx04
Left
Contour
–
Mx03
–
Outside
Climb
milling
(H=1)
Mx03
Left
Contour
–
Mx04
–
Outside
Climb
milling
(H=1)
Mx04
Right
Contour
–
Mx04
–
Contour
(Q=0)
–
Mx03
–
Inside
(Q=1)
Up-cut
milling
(H=0)
Mx03
Right
Contour
–
Mx04
–
Inside
Up-cut
milling
(H=0)
Mx04
Left
Right
(Q=3)
Up-cut
milling
(H=0)
Mx03
Right
Inside
Climb
milling
(H=1)
Mx03
Left
Left
(Q=3)
Up-cut
milling
(H=0)
Mx04
Left
Inside
Climb
milling
(H=1)
Mx04
Right
Left
(Q=3)
Climb
milling
(H=1)
Mx03
Left
Outside
(Q=2)
Up-cut
milling
(H=0)
Mx03
Right
Right
(Q=3)
Climb
milling
(H=1)
Mx04
Right