HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 481
HEIDENHAIN iTNC 530
481
18
.4
MEA
S
URE
KINEMA
TICS
(Cy
cle
451,
DIN/ISO:
G451;
Option)
4
The TNC automatically measures all three axes successively in the
resolution you defined.
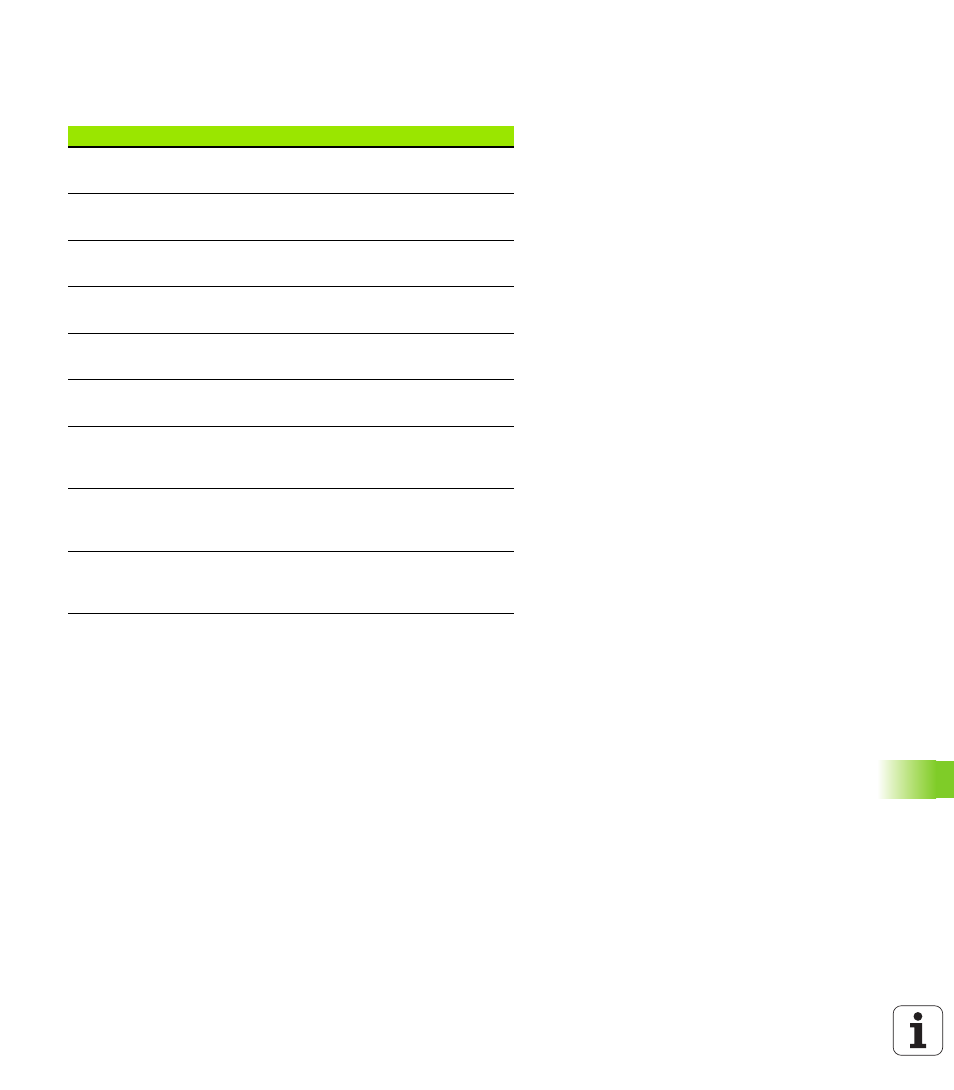
5
The TNC saves the measured values in the following Q
parameters:
Parameter number
Meaning
Q141
Standard deviation measured in the A axis
(-1 if axis was not measured)
Q142
Standard deviation measured in the B axis
(-1 if axis was not measured)
Q143
Standard deviation measured in the C axis
(-1 if axis was not measured)
Q144
Optimized standard deviation in the A axis
(–1 if axis was not optimized)
Q145
Optimized standard deviation in the B axis
(–1 if axis was not optimized)
Q146
Optimized standard deviation in the C axis
(–1 if axis was not optimized)
Q147
Offset error in X direction, for manual
transfer to the corresponding machine
parameter
Q148
Offset error in Y direction, for manual
transfer to the corresponding machine
parameter
Q149
Offset error in Z direction, for manual
transfer to the corresponding machine
parameter