Cycle parameters – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 420
420
Touch probe cycles: automatic workpiece inspection
16.4 MEA
S
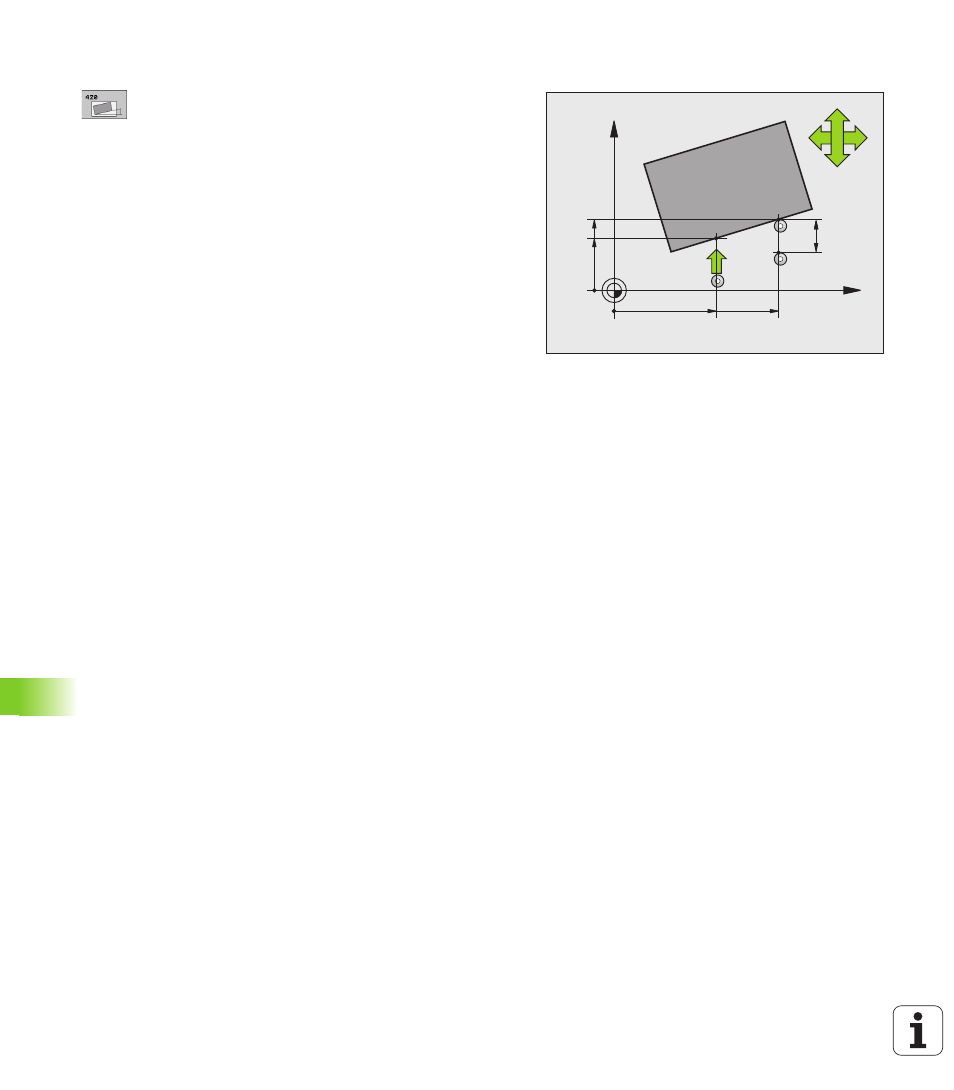
URE ANGLE (Cy
cle 420, DIN/ISO:
G420)
Cycle parameters
1st meas. point 1st axis
Q263 (absolute):
Coordinate of the first touch point in the reference
axis of the working plane. Input range -99999.9999 to
99999.9999
1st meas. point 2nd axis
Q264 (absolute):
Coordinate of the first touch point in the minor axis of
the working plane. Input range -99999.9999 to
99999.9999
2nd meas. point 1st axis
Q265 (absolute):
Coordinate of the second touch point in the reference
axis of the working plane. Input range -99999.9999 to
99999.9999
2nd meas. point 2nd axis
Q266 (absolute):
Coordinate of the second touch point in the minor axis
of the working plane. Input range -99999.9999 to
99999.9999
Measuring axis
Q272: Axis in which the
measurement is to be made:
1
: Reference axis = measuring axis
2
: Minor axis = measuring axis
3
: Touch probe axis = measuring axis
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320