5 tolerance (cycle 32, din/iso: g62), Cycle function – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 313
HEIDENHAIN iTNC 530
313
12.5
TO
LERANCE
(Cy
cle
32,
DIN/ISO:
G62)
12.5 TOLERANCE (Cycle 32,
DIN/ISO: G62)
Cycle function
With the entries in Cycle 32 you can influence the result of HSC
machining with respect to accuracy, surface definition and speed,
inasmuch as the TNC has been adapted to the machine’s
characteristics.
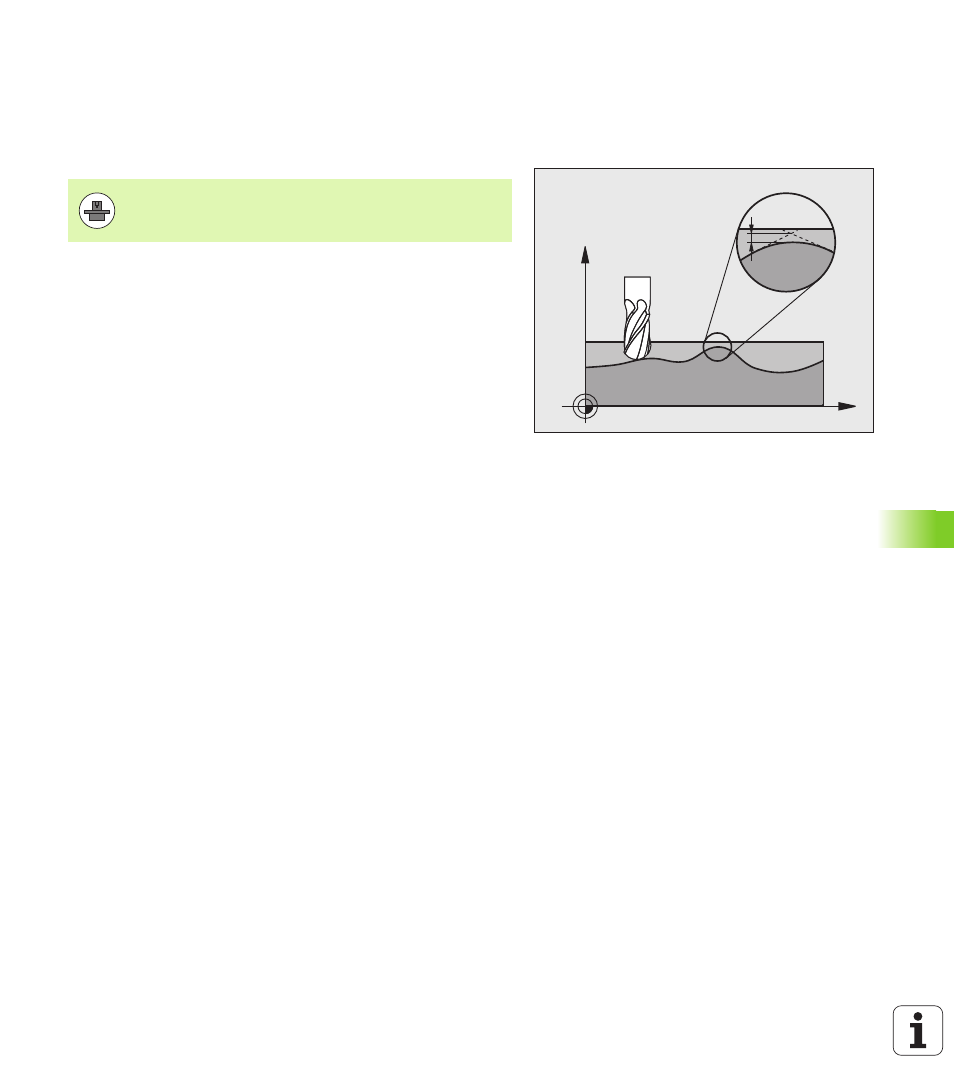
The TNC automatically smoothens the contour between two path
elements (whether compensated or not). The tool has constant
contact with the workpiece surface and therefore reduces wear on the
machine tool. The tolerance defined in the cycle also affects the
traverse paths on circular arcs.
If necessary, the TNC automatically reduces the programmed feed
rate so that the program can be machined at the fastest possible
speed without short pauses for computing time. Even if the TNC
does not move with reduced speed, it will always comply with
the tolerance that you have defined.
The larger you define the
tolerance, the faster the TNC can move the axes.
Smoothing the contour results in a certain amount of deviation from
the contour. The size of this contour error (tolerance value) is set in
a machine parameter by the machine manufacturer. You can change
the pre-set tolerance value with Cycle 32.
X
Z
T
Machine and TNC must be specially prepared by the
machine tool builder for use of this cycle. The cycle may
be locked.