Cycle run, See "three-d contour – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 215
HEIDENHAIN iTNC 530
215
7.
12 THREE-D CONT
OUR TRAIN (Cy
cle 27
6, DIN/ISO:
G27
6)
7.12 THREE-D CONTOUR TRAIN
(Cycle 276, DIN/ISO: G276)
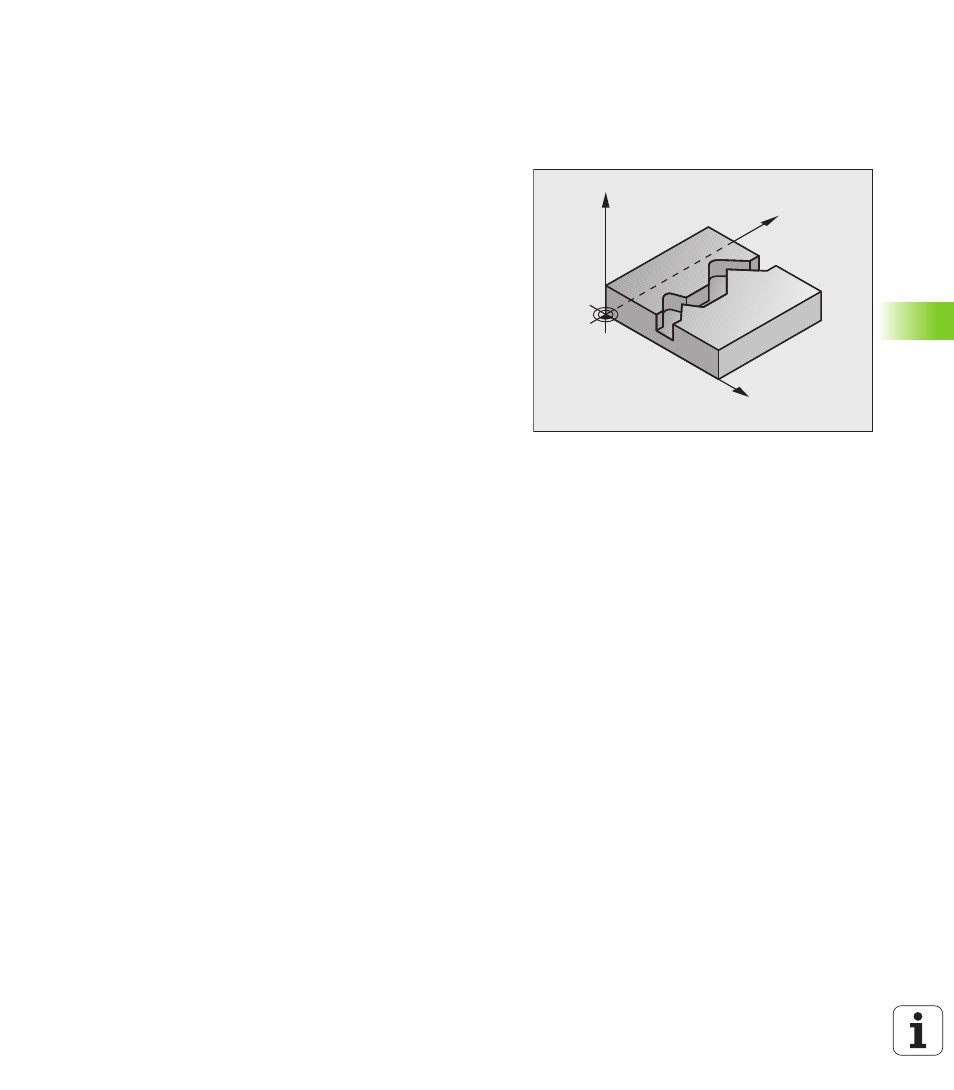
Cycle run
In conjunction with Cycle 14 CONTOUR GEOMETRY, this cycle facilitates
the machining of open and closed contours.
Unlike Cycle 25 CONTOUR TRAIN, Cycle 276 THREE-D CONTOUR TRAIN also
interprets coordinates in the tool axis (Z axis) that are defined in the
contour subprogram. This makes it possible to easily machine
contours created with a CAM system, for example.
Machining a contour without infeed: Milling depth Q1=0
1
Using positioning logic, the tool moves to the starting point of
machining that results from the first contour point of the selected
machining direction and the selected approach function.
2
The contour is approached on a tangential arc and machined up to
the end.
3
When the tool reaches the end point of the contour, it departs the
contour tangentially. The departure function is performed in the
same manner as the approach function.
4
Finally, the TNC retracts the tool to the clearance height.
Machining a contour with infeed: Milling depth Q1 not equal to 0
and plunging depth Q10 are defined
1
Using positioning logic, the tool moves to the starting point of
machining that results from the first contour point of the selected
machining direction and the selected approach function.
2
The contour is approached on a tangential arc and machined up to
the end.
3
When the tool reaches the end point of the contour, it departs the
contour tangentially. The departure function is performed in the
same manner as the approach function.
4
If reciprocating plunge is selected (Q15=0), the TNC moves the tool
to the next plunging depth and machines the contour until the
original starting point is reached. Otherwise the tool is moved to
clearance height and returned to the starting point of machining.
From there, the TNC moves the tool to the next plunging depth.
The departure function is performed in the same manner as the
approach function.
5
This process is repeated until the programmed depth is reached.
6
Finally, the TNC retracts the tool to the clearance height.
Y
X
Z