Cycle parameters – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 147
HEIDENHAIN iTNC 530
147
5.2 RECT
ANGULAR POCKET (Cy
cle
251, DIN/ISO:
G251)
Cycle parameters
Machining operation (0/1/2)
Q215: Define the
machining operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing
Side finishing and floor finishing are only executed if
the finishing allowances (Q368, Q369) have been
defined.
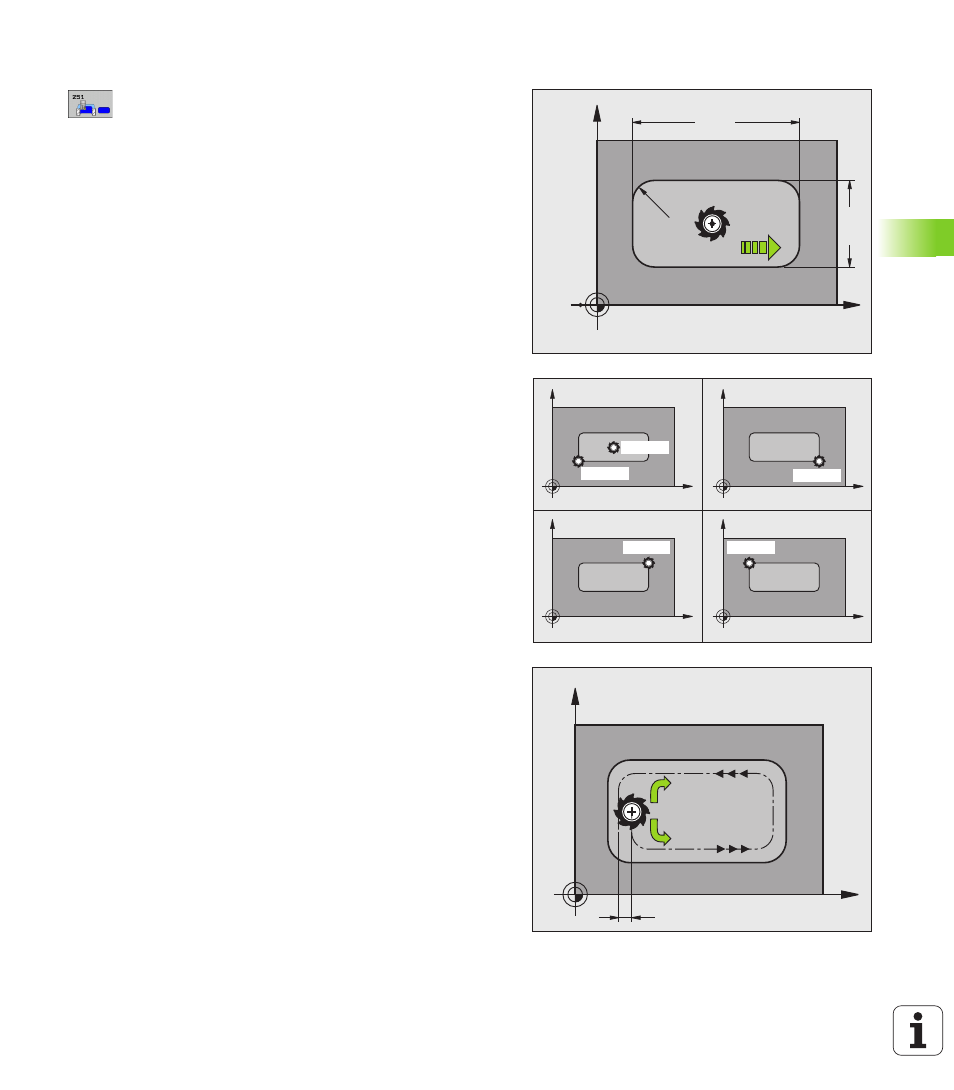
1st side length
Q218 (incremental): Pocket length,
parallel to the reference axis of the working plane.
Input range 0 to 99999.9999
2nd side length
Q219 (incremental): Pocket length,
parallel to the minor axis of the working plane. Input
range 0 to 99999.9999
Corner radius
Q220: Radius of the pocket corner. If
you have entered 0 or a value smaller than the tool
radius, the TNC defines the corner radius to be equal
to the tool radius. In these cases, the TNC will not
display an error message. Input range 0 to
99999.9999
Finishing allowance for side
Q368 (incremental):
Finishing allowance in the working plane. Input range
0 to 99999.9999
Angle of rotation
Q224 (absolute): Angle by which
the entire pocket is rotated. The center of rotation is
the position at which the tool is located when the
cycle is called. Input range -360.0000 to 360.0000
Pocket position
Q367: Position of the pocket in
reference to the position of the tool when the cycle is
called:
0:
Tool position = Center of pocket
1:
Tool position = Lower left corner
2:
Tool position = Lower right corner
3:
Tool position = Upper right corner
4:
Tool position = Upper left corner
Feed rate for milling
Q207: Traversing speed of the
tool during milling in mm/min. Input range 0 to
99999.999; alternatively FAUTO, FU, FZ
Climb or up-cut
Q351: Type of milling operation with
M3:
+1
= climb milling
–1
= up-cut milling
Alternatively PREDEF
X
Y
Q21
9
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= +1
Q351= 1