Execution of cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 227
HEIDENHAIN iTNC 530
227
8.2 C
Y
LINDER SURF
A
C
E (Cy
cle 27
, DIN/ISO:
G127
, sof
tw
ar
e option
1)
8.2 CYLINDER SURFACE (Cycle 27,
DIN/ISO: G127, software
option 1)
Execution of cycle
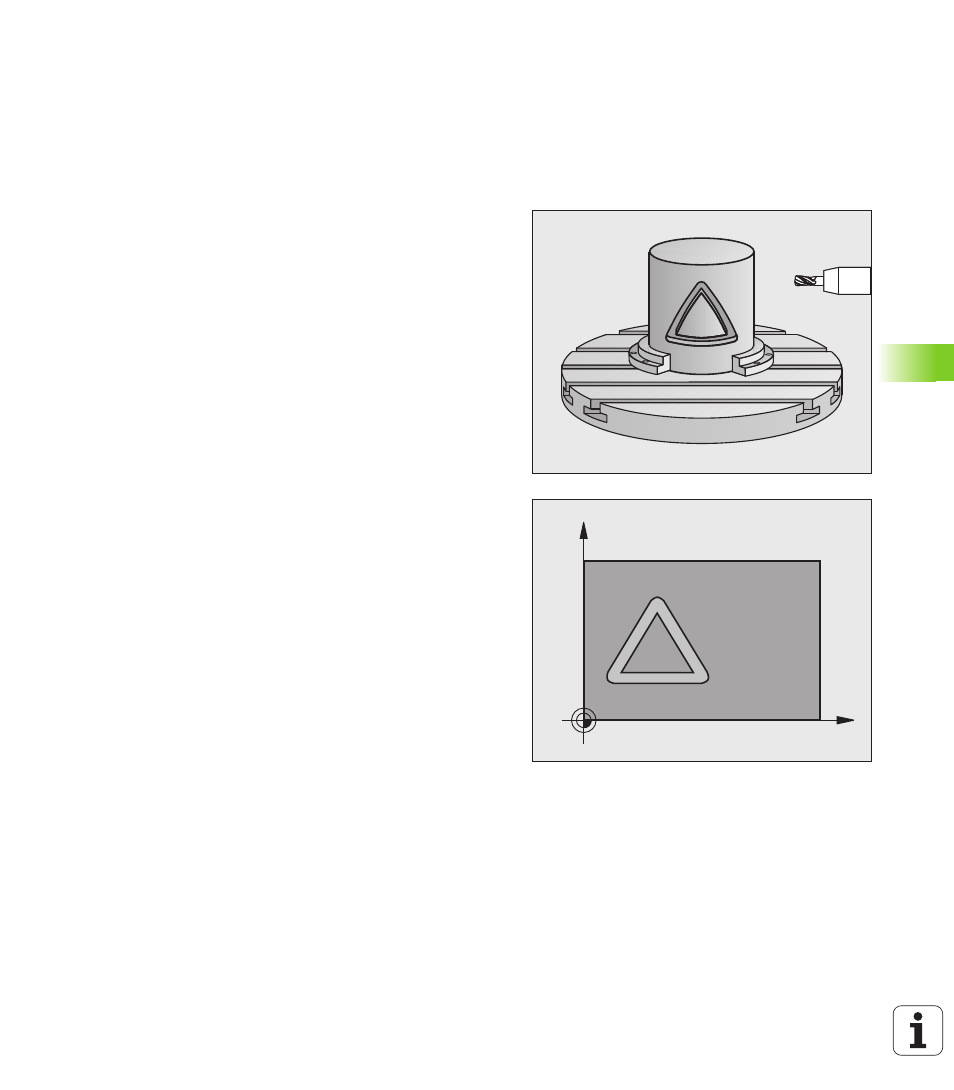
This cycle enables you to program a contour in two dimensions and
then roll it onto a cylindrical surface for 3-D machining. Use Cycle 28 if
you want to mill guideways on the cylinder.
The contour is described in a subprogram identified in Cycle 14
CONTOUR GEOMETRY.
The subprogram contains coordinates in a rotary axis and in its parallel
axis. The rotary axis C, for example, is parallel to the Z axis. The path
functions L, CHF, CR, RND, APPR (except for APPR LCT) and DEP are
available.
The dimensions in the rotary axis can be entered as desired either in
degrees or in mm (or inches). You can select the desired dimension
type in the cycle definition.
1
The TNC positions the tool over the cutter infeed point, taking the
allowance for side into account.
2
At the first plunging depth, the tool mills along the programmed
contour at the milling feed rate Q12.
3
At the end of the contour, the TNC returns the tool to the set-up
clearance and returns to the point of penetration.
4
Steps 1 to 3 are repeated until the programmed milling depth Q1
is reached.
5
Then the tool moves to the set-up clearance.
C
Z