Cycle run, See "interpolation – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 320
320
Cycles: special functions
12.7
INTERPOLA
T
ION
TURNING
(sof
tw
ar
e
option,
Cy
cle
290,
DIN/ISO:
G290)
12.7 INTERPOLATION TURNING
(software option, Cycle 290,
DIN/ISO: G290)
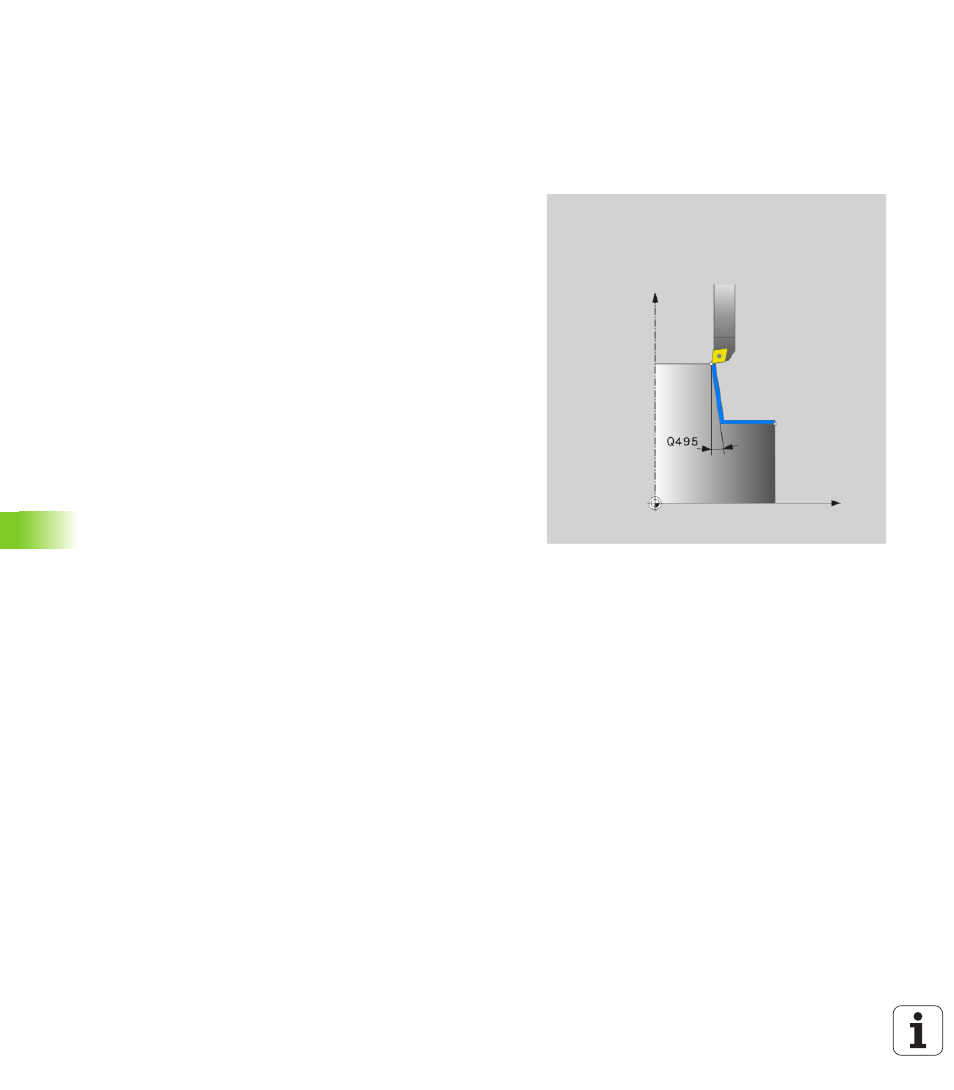
Cycle run
This cycle is used to create a rotationally symmetric shoulder in the
working plane, which is defined by the starting and end point. The
center of rotation is the starting point (XY) at the time the cycle is
called. The rotational surfaces can be inclined or rounded relative to
each other. Interpolation-turning or milling cycles can be used to
machine the surfaces.
1
The TNC moves the tool at clearance height to the starting point of
machining. The starting point is obtained by extending the contour
starting point tangentially by the safety clearance.
2
The TNC uses the interpolation turning cycle to machine the
defined contour. In interpolation turning the principal axes of the
working plane move on a circle, whereas the spindle axis is
oriented perpendicularly to the surface.
6
At the end point of the contour, the TNC retracts the tool
perpendicularly by the safety clearance.
4
Finally, the TNC retracts the tool to the clearance height.