HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 324
324
Cycles: special functions
12.7
INTERPOLA
T
ION
TURNING
(sof
tw
ar
e
option,
Cy
cle
290,
DIN/ISO:
G290)
Contour milling
You can mill the surfaces by entering Q444=0. Use a milling cutter with
a cutting radius (R2) for this machining operation. It is usually advisable
to pre-machine surfaces with a large oversize by milling rather than by
interpolation turning.
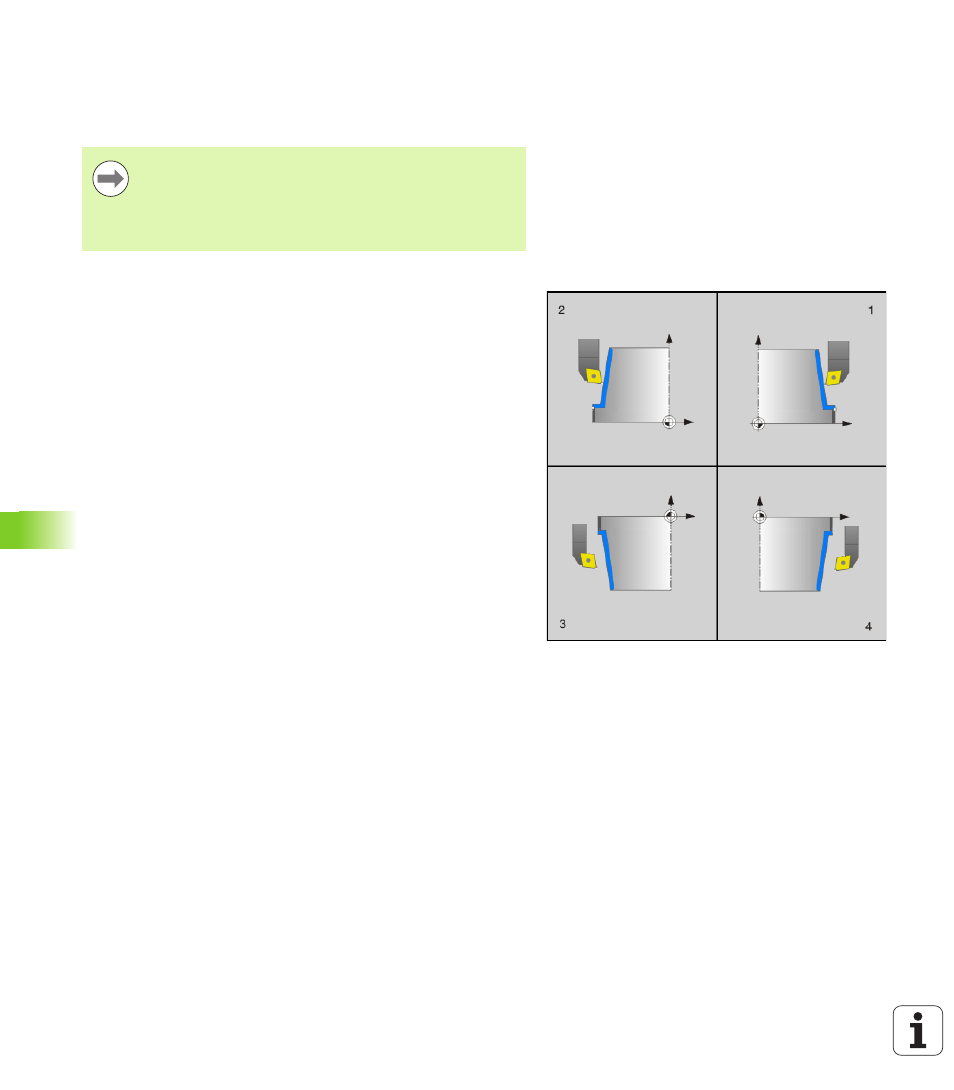
Machining variants
Combining the starting and end points with the angles Q495 and Q496
results in the following possible machining operations:
Outside machining in quadrant 1 (1)
:
Enter the circumferential angle (Q495) as a positive value.
Enter the angle of the face (Q496) as a negative value.
For the contour start in X (Q491), enter a value smaller than the
contour end in X (Q493).
For the contour start in Z (Q492), enter a value greater than the
contour end in Z (Q494).
Inside machining in quadrant 2 (2)
:
Enter the circumferential angle (Q495) as a negative value.
Enter the angle of the face (Q496) as a positive value.
For the contour start in X (Q491), enter a value greater than the
contour end in X (Q493).
For the contour start in Z (Q492), enter a value greater than the
contour end in Z (Q494).
Outside machining in quadrant 3 (3)
:
Enter the circumferential angle (Q495) as a positive value.
Enter the angle of the face (Q496) as a negative value.
For the contour start in X (Q491), enter a value greater than the
contour end in X (Q493).
For the contour start in Z (Q492), enter a value smaller than the
contour end in Z (Q494).
Inside machining in quadrant 4 (4)
:
Enter the circumferential angle (Q495) as a negative value.
Enter the angle of the face (Q496) as a positive value.
For the contour start in X (Q491), enter a value smaller than the
contour end in X (Q493).
For the contour start in Z (Q492), enter a value smaller than the
contour end in Z (Q494).
Milling operations with multiple passes are possible in this
cycle.
Keep in mind that the feed rate during milling matches the
value specified in Q440 (cutting speed). The cutting speed
is specified in meters per minute.