Please note while programming – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 383
HEIDENHAIN iTNC 530
383
15.8
D
A
TUM
FR
OM
OUTSIDE
OF
CORNER
(Cy
cle
414,
DIN/ISO:
G414)
Please note while programming:
X
Y
X
Y
X
Y
X
Y
A
B
C
D
1
2
3
2
1
3
1
2
3
2
1
3
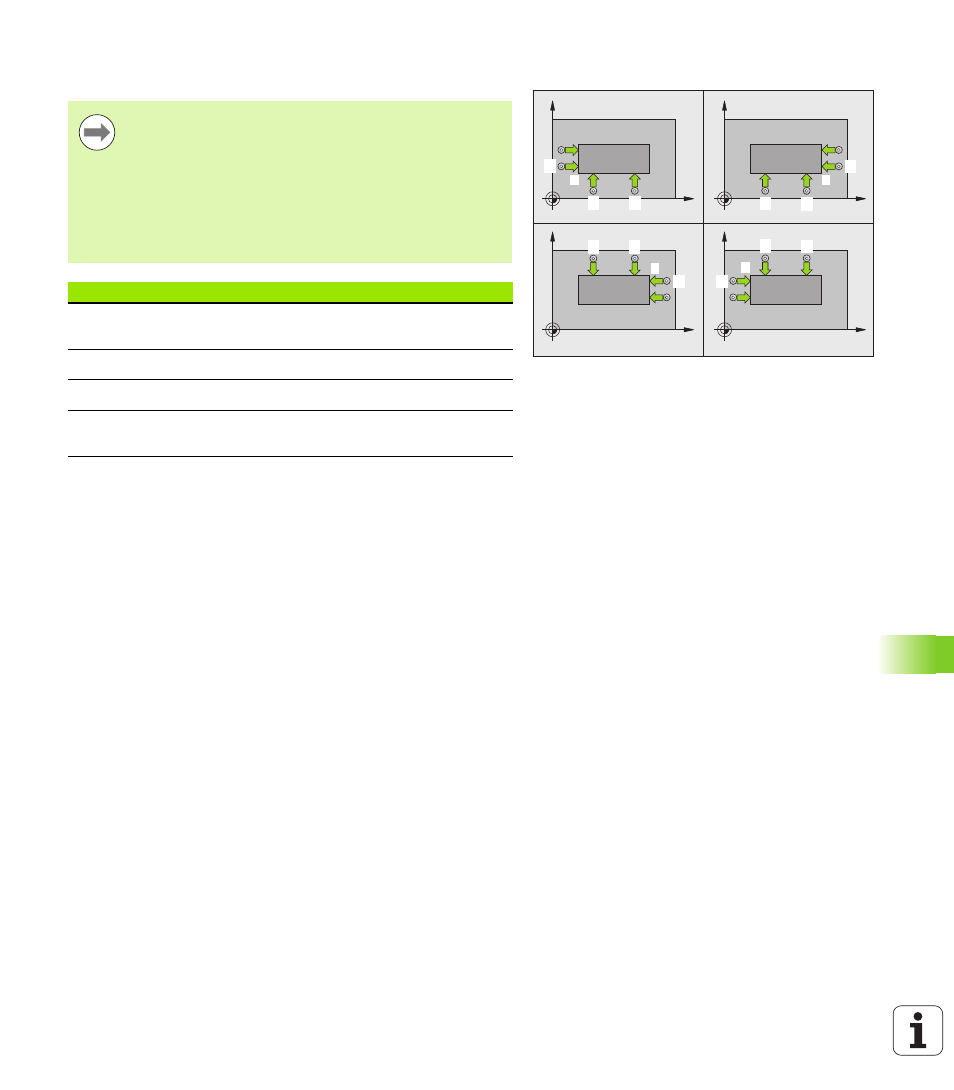
Before a cycle definition you must have programmed a
tool call to define the touch probe axis.
The TNC always measures the first line (parallel to the
reference axis) in the direction of the minor axis of the
working plane.
By defining the positions of the measuring points
1
and
3
you also determine the corner at which the TNC sets the
datum (see figure at mid-right and table at lower right).
Corner
X coordinate
Y coordinate
A
Point
1
greater than
point
3
Point
1
less than point
3
B
Point
1
less than point
3
Point
1
less than point
3
C
Point
1
less than point
3
Point
1
greater than point
3
D
Point
1
greater than
point
3
Point
1
greater than point
3