6 engraving (cycle 225, din/iso: g225), Cycle run, Please note while programming – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 317: See "engraving (cycle 225, Cycle run please note while programming
HEIDENHAIN iTNC 530
317
12.6 ENGRA
V
ING (Cy
cle 225, DIN/ISO:
G225)
12.6 ENGRAVING (Cycle 225,
DIN/ISO: G225)
Cycle run
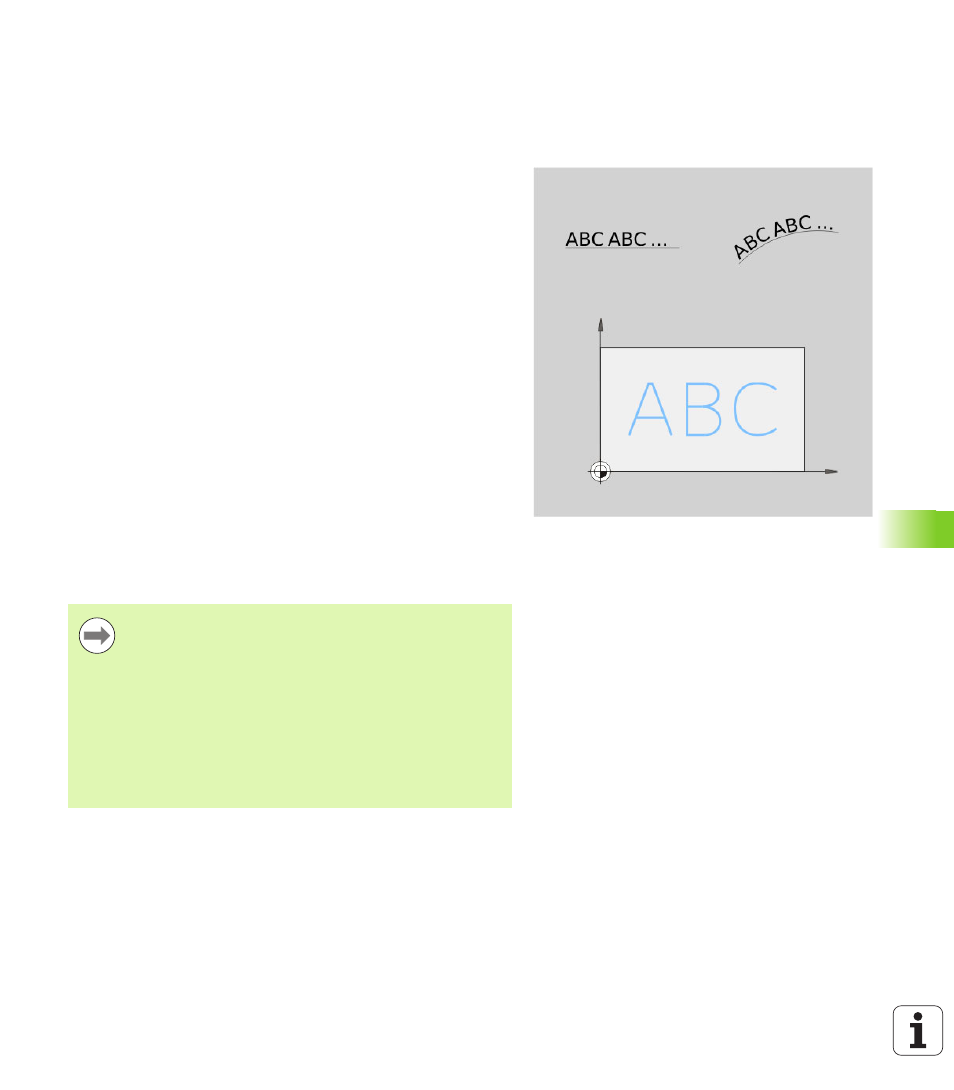
This cycle is used to engrave texts on a flat surface of the workpiece.
The texts can be arranged in a straight line or along an arc.
1
The TNC positions the tool in the working plane to the starting
point of the first character.
2
The tool plunges perpendicularly to the engraving floor and mills
the character. The TNC retracts the tool to the set-up clearance
between the characters when required. At the end of the character
the tool is at the set-up clearance above the workpiece surface.
3
This process is repeated for all characters to be engraved.
4
Finally, the TNC retracts the tool to the 2nd set-up clearance.
Please note while programming:
The algebraic sign for the cycle parameter DEPTH
determines the working direction.
If you engrave the text in a straight line (Q516=0), the
starting point of the first character is determined by the
tool position at the time the cycle is called.
If you engrave the text along an arc (Q516=1), the arc's
center is determined by the tool position at the time the
cycle is called.
The text to be engraved can also be transferred with a
string variable (QS).