Cycle parameters – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 130
130
Fixed cycles: tapping / thread milling
4.8
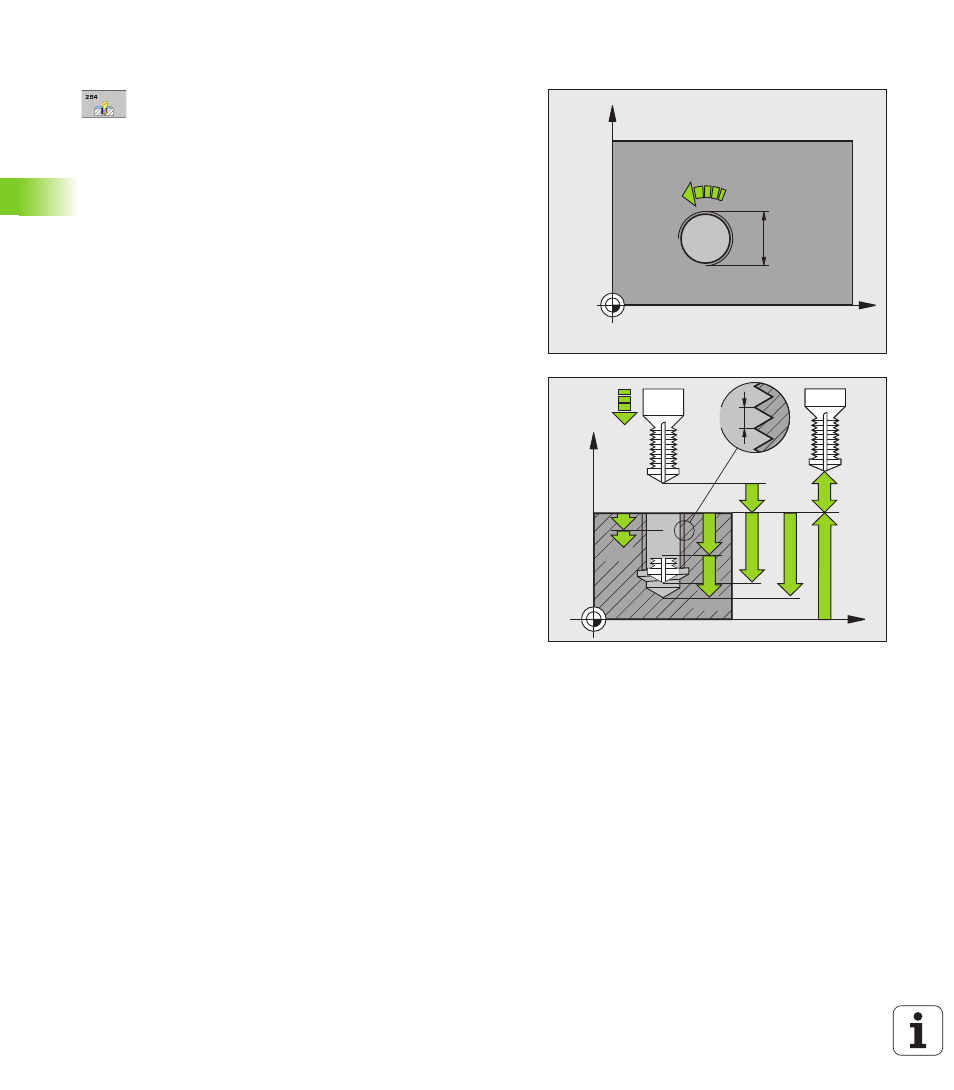
THREAD
DRILLING/MILLING
(Cy
cle 264, DIN/ISO:
G264)
Cycle parameters
Nominal diameter
Q335: Nominal thread diameter.
Input range 0 to 99999.9999
Thread pitch
Q239: Pitch of the thread. The algebraic
sign differentiates between right-hand and left-hand
threads:
+
= right-hand thread
–
= left-hand thread
Input range -99.9999 to 99.9999
Thread depth
Q201 (incremental): Distance between
workpiece surface and root of thread. Input range
-99999.9999 to 99999.9999
Total hole depth
Q356 (incremental): Distance
between workpiece surface and bottom of hole. Input
range -99999.9999 to 99999.9999
Feed rate for pre-positioning
Q253: Traversing
speed of the tool in mm/min when plunging into the
workpiece, or when retracting from the workpiece.
Input range 0 to 99999,999; alternatively FMAX, FAUTO,
PREDEF
Climb or up-cut
Q351: Type of milling operation with
M3
+1
= climb milling
–1
= up-cut milling
Alternatively PREDEF
Plunging depth
Q202 (incremental): Infeed per cut.
The depth does not have to be a multiple of the
plunging depth. Input range 0 to 99999.9999. The
TNC will go to depth in one movement if
the plunging depth is equal to the depth
the plunging depth is greater than the depth
Upper advanced stop distance
Q258 (incremental):
Set-up clearance for rapid traverse positioning when
the TNC moves the tool again to the current plunging
depth after retraction from the hole. Input range 0 to
99999.9999
Infeed depth for chip breaking
Q257 (incremental):
Depth at which TNC carries out chip breaking. No chip
breaking if 0 is entered. Input range 0 to 99999.9999;
alternatively PREDEF
Retraction rate for chip breaking
Q256
(incremental): Value by which the TNC retracts the
tool during chip breaking. Input range 0.1000 to
99999.9999
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356