7 floor finishing (cycle 23, din/iso: g123), Cycle run, Please note while programming – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 202: Cycle parameters
202
Fixed cycles: contour pocket, contour trains
7.
7 FL
OOR FINISHING (Cy
cle 23, DIN/ISO:
G123)
7.7 FLOOR FINISHING (Cycle 23,
DIN/ISO: G123)
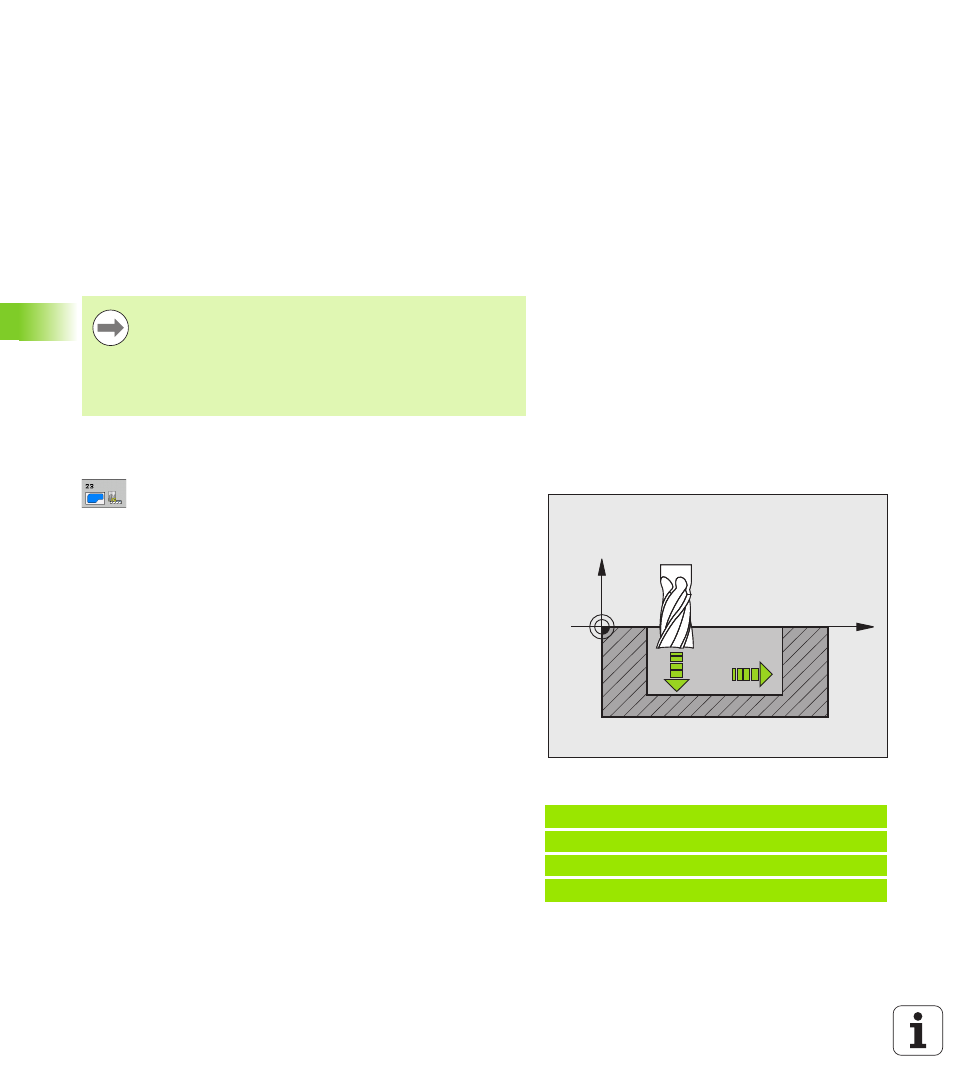
Cycle run
The tool approaches the machining plane smoothly (on a vertically
tangential arc) if there is sufficient room. If there is not enough room,
the TNC moves the tool to depth vertically. The tool then clears the
finishing allowance remaining from rough-out.
Please note while programming:
Cycle parameters
Feed rate for plunging
Q11: Traversing speed of the
tool during plunging. Input range 0 to 99999.9999;
alternatively FAUTO, FU, FZ
Feed rate for roughing
Q12: Milling feed rate. Input
range 0 to 99999.9999; alternatively FAUTO, FU, FZ
Retraction feed rate
Q208: Traversing speed of the
tool in mm/min when retracting after machining. If
you enter Q208 = 0, the TNC retracts the tool at the
feed rate in Q12. Input range 0 to 99999.9999;
alternatively FMAX, FAUTO, PREDEF
The TNC automatically calculates the starting point for
finishing. The starting point depends on the available
space in the pocket.
The approaching radius for pre-positioning to the final
depth is permanently defined and independent of the
plunging angle of the tool.
Example: NC blocks
60 CYCL DEF 23 FLOOR FINISHING
Q11=100
;FEED RATE FOR PLNGNG
Q12=350
;FEED RATE FOR ROUGHING
Q208=99999 ;RETRACTION FEED RATE
X
Z
Q11
Q12