Cycle parameters – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 212
212
Fixed cycles: contour pocket, contour trains
7.
11
TR
OCHOID
AL SL
O
T
(Cy
cle 275, DIN/ISO:
G275)
Cycle parameters
Machining operation (0/1/2)
Q215: Define the
machining operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing
The TNC also executes side finishing if the finishing
allowance (Q368) defined is 0.
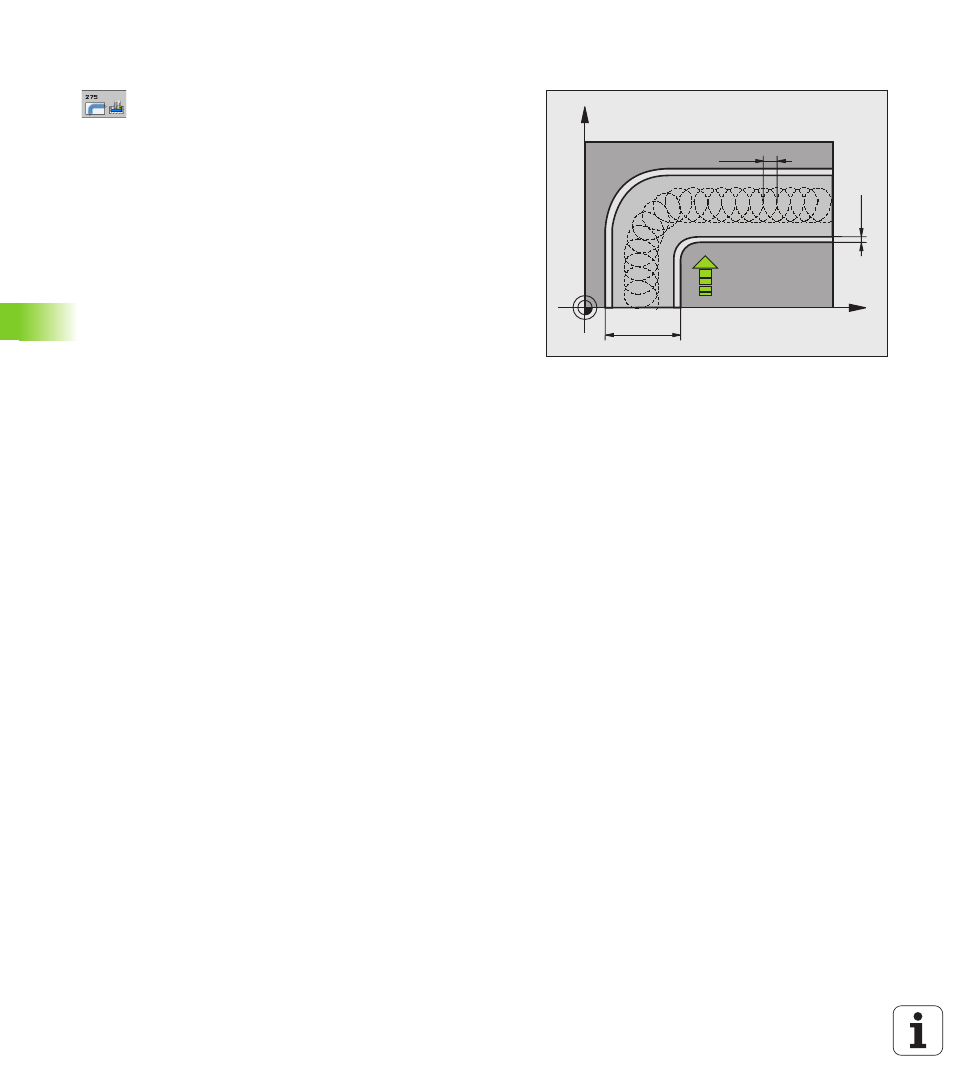
Slot width
Q219: Enter the slot width; If you enter a
slot width that equals the tool diameter, the TNC will
only machine the contour outline. Input range 0 to
99999.9999
Finishing allowance for side
Q368 (incremental):
Finishing allowance in the working plane
Infeed per rev.
Q436 absolute: Value by which the
TNC moves the tool in the machining direction per
revolution. Input range 0 to 99999.9999
Feed rate for milling
Q207: Traversing speed of the
tool during milling in mm/min. Input range 0 to
99999.999; alternatively FAUTO, FU, FZ
Climb or up-cut
Q351: Type of milling operation with
M3:
+1
= climb milling
–1
= up-cut milling
Alternatively PREDEF
X
Y
Q219
Q368
Q436
Q207