2 t ool d ata – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 96
80
5 Programming: Tools
5.2 T
ool D
ata
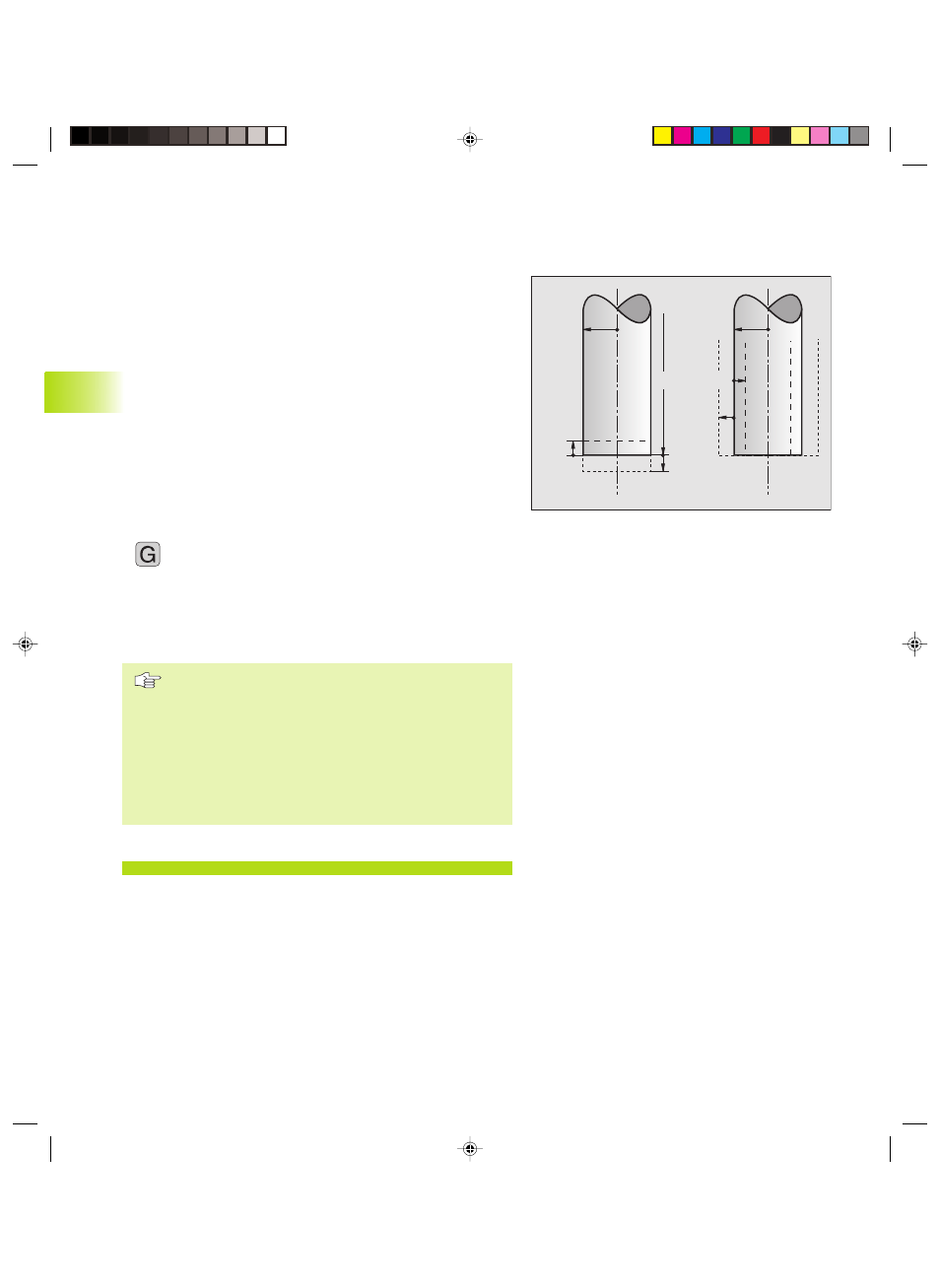
DR<0
DR>0
DL<0
R
DL>0
L
R
Tool radius R
You can enter the tool radius R directly.
Delta values for lengths and radii
Delta values are offsets in the length and radius of a tool.
A positive delta value describes a tool oversize (DR>0). If you are
programming the machining data with an allowance, enter the
oversize value with T.
A negative delta value describes a tool undersize (DR<0). An
undersize is entered in the tool table for wear.
Delta values are usually entered as numerical values. In a T block,
you can also assign the values to Q parameters.
Input range: You can enter a delta value with up to ± 99.999 mm.
Entering tool data into the program
The number, length and radius of a specific tool is defined in the
G99 block of the part program.
99
ú
Select tool definition. Press ENT to confirm.
ú
Enter the Tool number: Each tool is uniquely identified
by its number.
ú
Enter the tool length: Enter the compensation value
for the tool length.
ú
Enter the Tool radius.
In the programming dialog, you can transfer the value for
tool length directly into the input line.
TNC 426, TNC 430:
Press the actual-position-capture key. You only need to
make sure that the highlight in the status display is
placed on the tool axis.
TNC 410:
Press the ACT. POS. Z soft key.
Resulting NC block:
N40 G99 T5 L+10 R+5 *
Fkap5.pm6
29.06.2006, 08:06
80