HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 348
HEIDENHAIN TNC 410, TNC 426, TNC 430
333
Working without additional traverse limits
To allow a machine axis to use its full range of
traverse, enter the maximum traverse of the TNC
(+/- 99999 mm) as the TRAVERSE RANGE.
To find and enter the maximum traverse:
ú
Set the Position display mod function to REF.
ú
Move the spindle to the positive and negative
end positions of the X, Y and Z axes.
ú
Write down the values, including the algebraic
sign.
ú
To select the MOD functions, press the MOD key.
ú
Enter the limits for axis traverse: Press
the TRAVERSE RANGE soft key and
enter the values that you wrote down
as limits in the corresponding axes
ú
To exit the MOD function, press the
END soft key
The tool radius is not automatically
compensated in the axis traverse limit
value.
The traverse range limits and software
limit switches become active as soon as
the reference points are traversed.
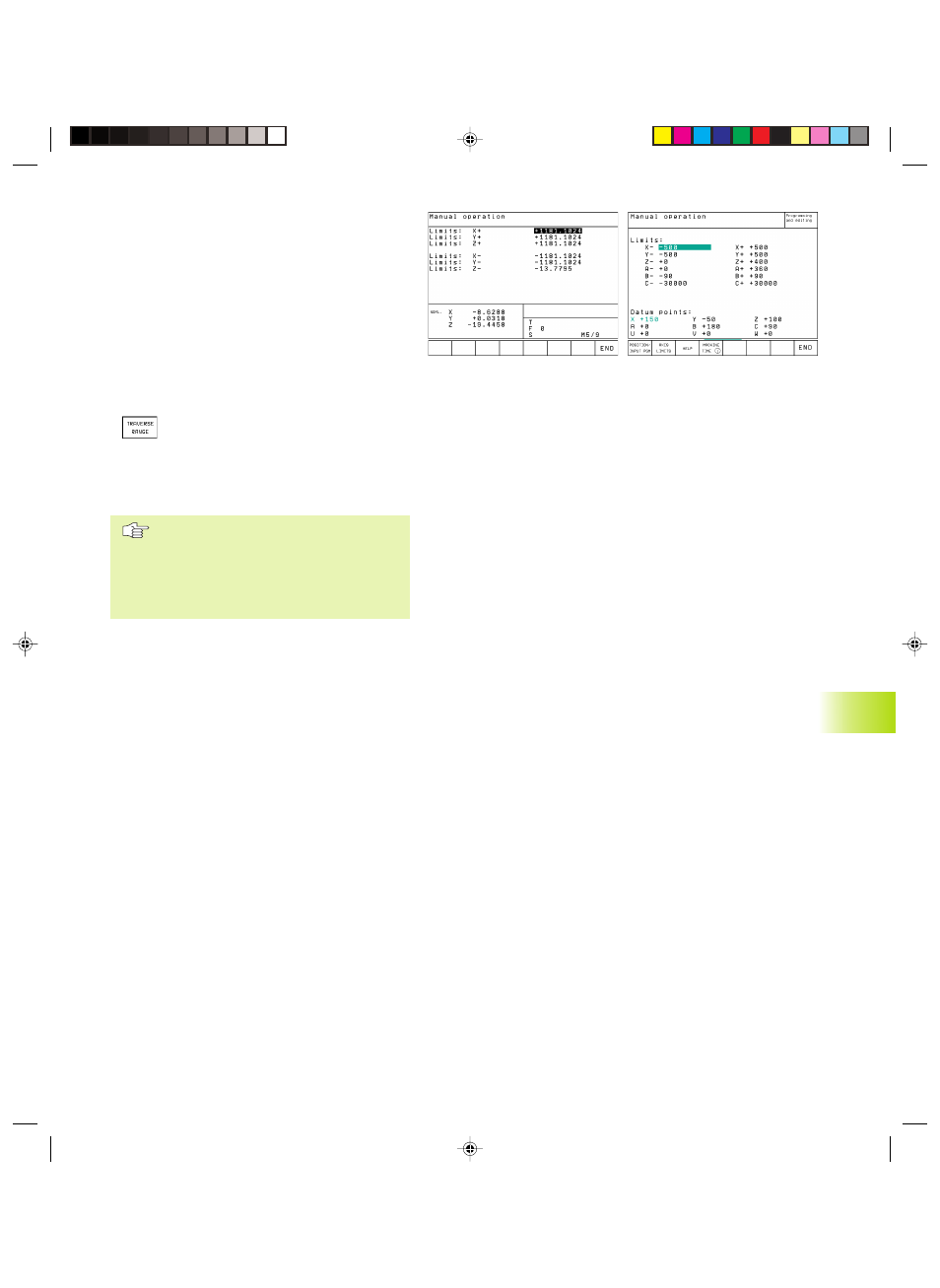
Datum display
The values shown at the lower left of the screen are
the manually set datums referenced to the machine
datum. They cannot be changed in the menu.
Traverse Range Limits for Test Run (only TNC 410)
It is possible to define a separate „traverse range“
for the Test Run and the programming graphics.
Press the soft key TRAVERSE RANGE TEST (2nd soft-
key row), after you have activated the MOD
function.
In addition to the axis traverse limits, you can also
define the position of the workpiece datum
referenced to the machine datum.
13.16 Ent
er
ing T
ra
v
erse Rang
e Limits,
D
at
um Displa
y
Pkap13.pm6
29.06.2006, 08:07
333