9 coor dinat e t ransf or mation cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 240
8 Programming: Cycles
224
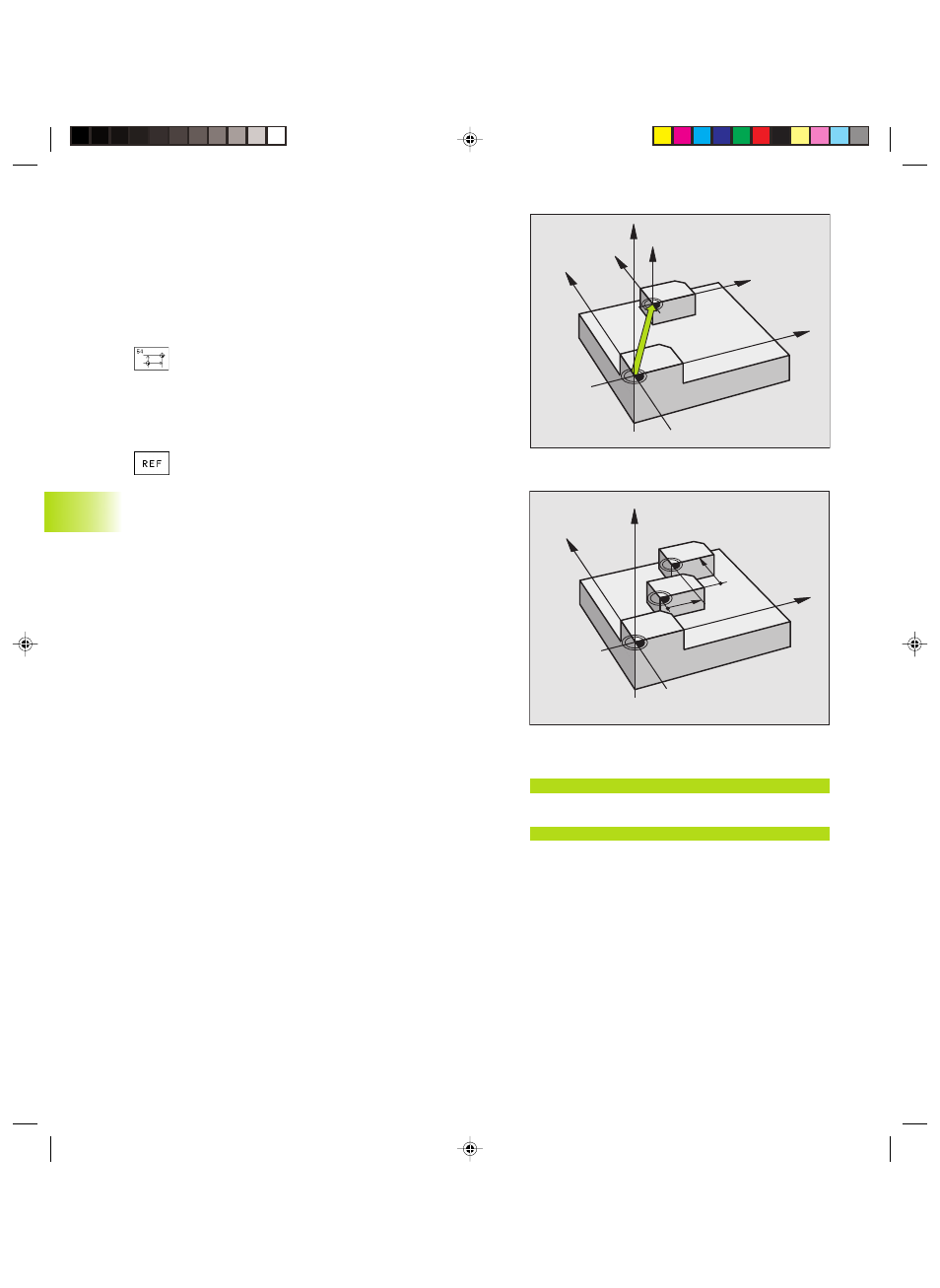
DATUM SHIFT (Cycle G54)
A datum shift allows machining operations to be repeated at various
locations on the workpiece.
Effect
When the DATUM SHIFT cycle is defined, all coordinate data is
based on the new datum. The TNC displays the datum shift in each
axis in the additional status display.
ú
Datum shift: Enter the coordinates of the new datum.
Absolute values are referenced to the manually set
workpiece datum. Incremental values are always
referenced to the datum which was last valid — this
can be a datum which has already been shifted.
Additionally with TNC 410:
ú
REF: Press the REF soft key to reference the
programmed datum to the machine datum. In this
case the TNC indicates the first cycle block with REF
Cancellation
A datum shift is canceled by entering the datum shift coordinates
X=0, Y=0 and Z=0.
Graphics (not TNC 410)
If you program a new workpiece blank after a datum shift, you can
use machine parameter 7310 to determine whether the blank is
referenced to the current datum or to the original datum.
Referencing a new BLK FORM to the current datum enables you to
display each part in a program in which several pallets are
machined.
Status Displays
■
The actual position values are referenced to the active (shifted)
datum.
■
The actual position values shown in the additional status display
are referenced to the manually set datum.
8.9 Coor
dinat
e
T
ransf
or
mation Cy
cles
Z
Z
X
X
Y
Y
Z
X
Y
G91X
G91Y
Example NC blocks:
N72 G54 G90 X+25 Y-12.5 Z100*
or
N72 G54 G90 REF X+25 Y-12.5 Z100*
Kkap8.pm6
29.06.2006, 08:06
224