8 cy cles f or f ace milling – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 233
217
HEIDENHAIN TNC 410, TNC 426, TNC 430
Before programming, note the following:
You can use Cycle G60 to run digitizing data and PNT
files.
If you want to run PNT files in which no tool axis
coordinate is programmed, the milling depth is derived
from the programmed MIN point in the tool axis.
ú
PGM Name digitizing data: Enter the name of the file
in which the digitizing data is stored. If the file is not
stored in the current directory, enter the complete
path. If you wish to run a point table, you must also
enter the extension .PNT
ú
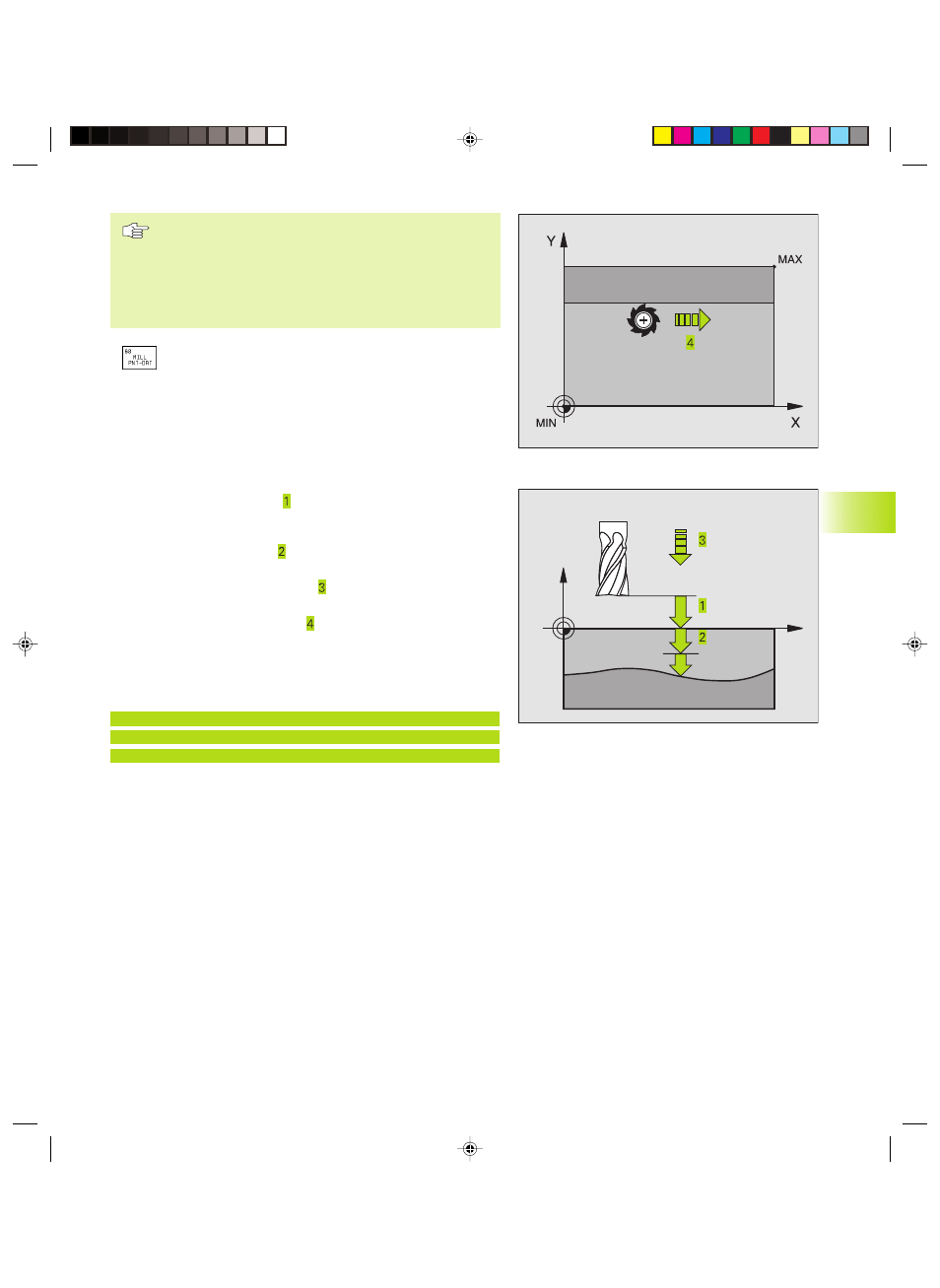
Min. point range: Lowest coordinates (X, Y and Z
coordinates) in the range to be milled
ú
Max. point range: Highest coordinates (X, Y and Z
coordinates) in the range to be milled
ú
Setup clearance (incremental value): Distance
between tool tip and workpiece surface for tool
movements in rapid traverse
ú
Plunging depth (incremental value): Dimension by
which the tool is advanced in each infeed
ú
Feed rate for plunging : Traversing speed of the tool
in mm/min during penetration
ú
Feed rate for milling : Traversing speed of the tool in
mm/min while milling
ú
Miscellaneous function M: Optional entry of a
miscellaneous function, for example M13
Example NC block:
N64 G60 P01 BSP.I P02 X+0 P03 Y+0 P04 Z-20
P05 X+100 P06 Y+100 P07 Z+0 P08 2 P09 +5
P10 100 P11 350 P12 M13*
X
Z
8.8 Cy
cles f
or F
ace Milling
Kkap8.pm6
29.06.2006, 08:06
217