4 p ath cont ours _ car tesian coor dinat es – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 120
104
6 Programming: Programming Contours
6.4 P
ath Cont
ours _ Car
tesian Coor
dinat
es
Circle center I, J
You can define a circle center for circles that are programmed with
the functions G02/G03. This is done in the following ways:
■
Entering the Cartesian coordinates of the circle center
■
Using the circle center defined in an earlier block
■
Capturing the coordinates with the actual-position-capture key
ú
Enter the coordinates for the circle center
If you want to use the last programmed position,
enter G29.
Example NC blocks
N50 I+25 J+25 *
Duration of effect
The circle center definition remains in effect until a new circle
center is programmed. You can also define a circle center for the
secondary axes U, V and W.
Enter incremental values for the circle center I, J
If you enter the circle center with incremental coordinates, you
have programmed it relative to the last programmed position of the
tool.
The only effect of I and J is to define a position as a circle
center — the tool does not move to the position.
The circle center is also the pole for polar coordinates.
If you wish to define the pole in parallel axes, first press
the key I (J) on the ASCII keyboard, and then the orange
axis key for the corresponding parallel axis.
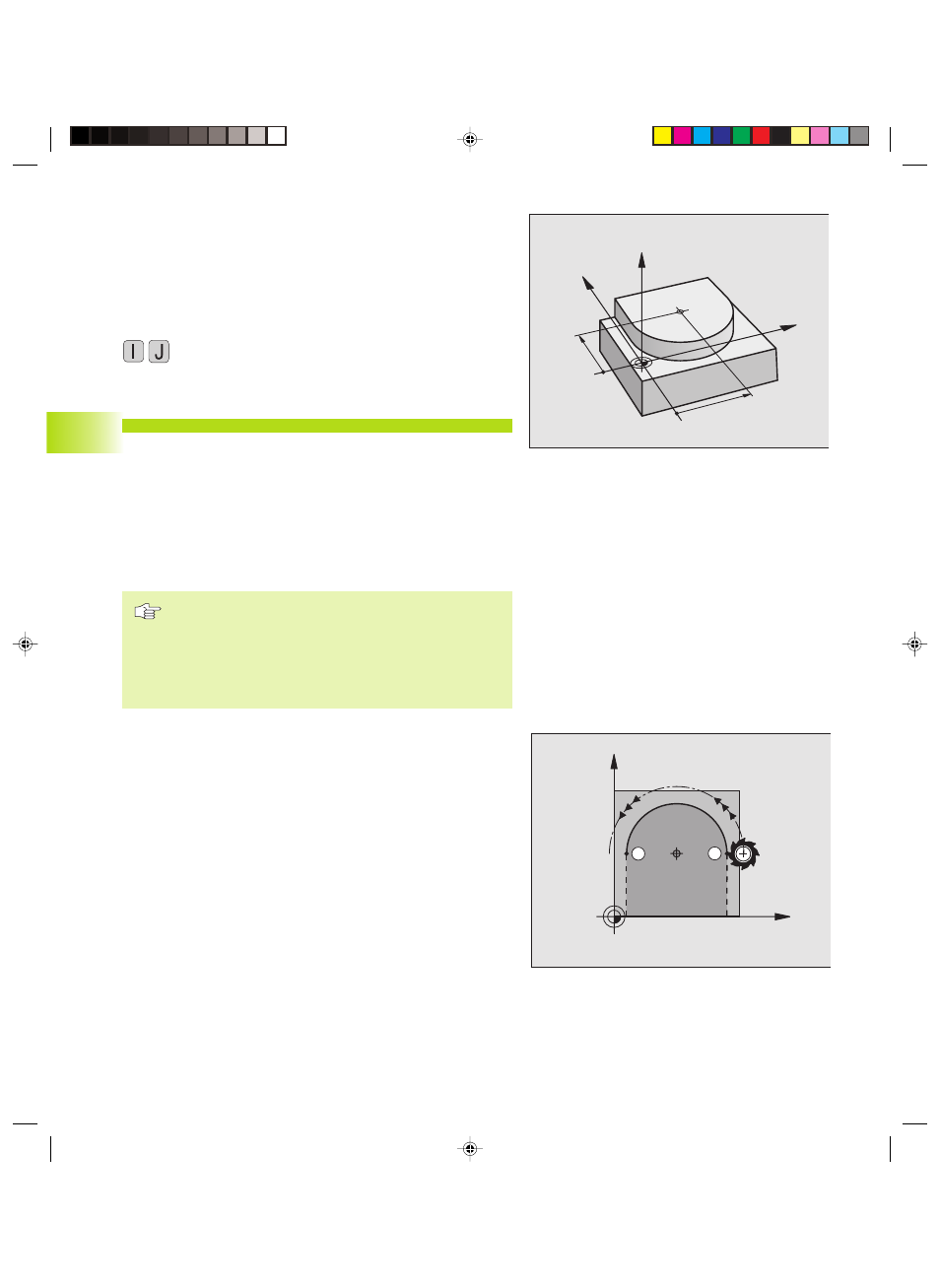
Circular path G02/G03/G05 around the circle
center I, J
Before programming a circular arc, you must first enter the circle
center I, J. The last programmed tool position will be the starting
point of the arc.
Direction
■
In clockwise direction: G02
■
In counterclockwise direction: G03
■
Without direction indication: G05
The TNC traverses the circular arc with the last programmed
direction of rotation.
CC
Z
Y
X
I
J
S
E
X
Y
I,J
Gkap6.pm6
29.06.2006, 08:06
104