6 programming examples – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 265
249
HEIDENHAIN TNC 410, TNC 426, TNC 430
9.6 Programming Examples
Example: Groups of holes
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2.5 *
N40 T1 G17 S5000 *
N50 G00 G40 G90 Z+250 *
N60 G83 P01 +2 P02 -30 P03 +5 P04 0
P05 300 *
N70 X+15 Y+10 M3 *
N80 L1,0 *
N90 X+45 Y+60 *
N100 L1,0 *
N110 X+75 Y+10 *
N120 L1.0 *
N130 G00 Z+250 M2 *
N140 G98 L1 *
N150 Z+2 M99 *
N160 G91 X+20 M99 *
N170 Y+20 M99 *
N180 X-20 G90 M99 *
N190 G98 L0 *
N999999 %UP1 G71 *
Define the tool
Call the tool
Retract the tool
Cycle definition: drilling
Approach starting point for 1st set of bore holes, spindle ON
Call the subprogram for the group
Move to starting point for group 2
Call the subprogram for the group
Move to starting point for group 3
Call the subprogram for the group
End of main program
Beginning of subprogram 1: Group of holes
1st hole; move to setup clearance in Z, call cycle
Move to 2nd hole, call cycle
Move to 3rd hole, call cycle
Move to 4th hole, call cycle
End of subprogram 1
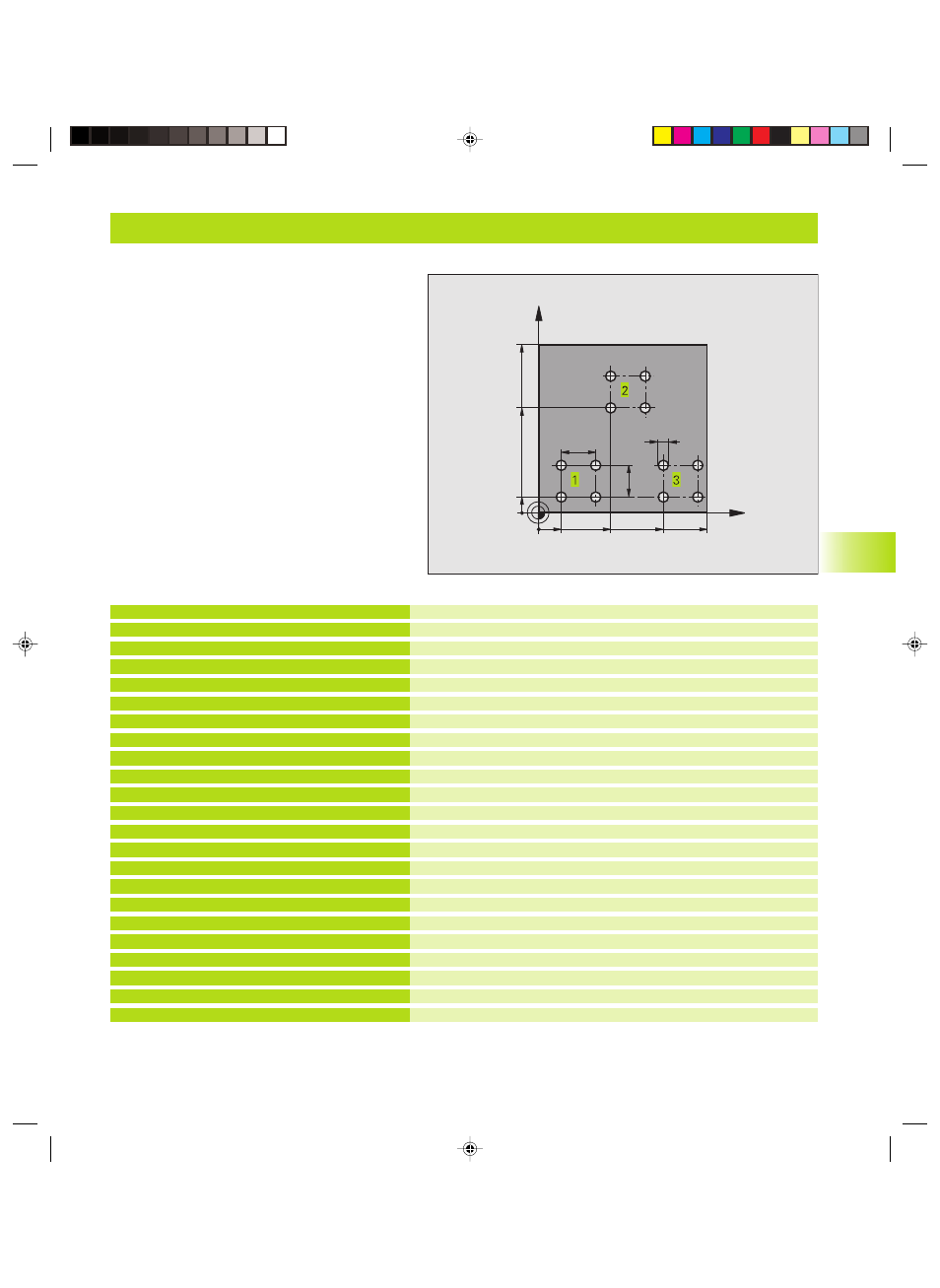
Example: Groups of holes
Program sequence
■
Approach the groups of holes in the main
program
■
Call the group of holes (subprogram 1)
■
Program the group of holes only once in
subprogram 1
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2.5 *
N40 T1 G17 S5000 *
N50 G00 G40 G90 Z+250 *
N60 G83 P01 +2 P02 -30 P03 +5 P04 0
P05 300 *
N70 X+15 Y+10 M3 *
N80 L1,0 *
N90 X+45 Y+60 *
N100 L1,0 *
N110 X+75 Y+10 *
N120 L1.0 *
N130 G00 Z+250 M2 *
N140 G98 L1 *
N150 Z+2 M99 *
N160 G91 X+20 M99 *
N170 Y+20 M99 *
N180 X-20 G90 M99 *
N190 G98 L0 *
N999999 %UP1 G71 *
Define the tool
Call the tool
Retract the tool
Cycle definition: drilling
Approach starting point for 1st set of bore holes, spindle ON
Call the subprogram for the group
Move to starting point for group 2
Call the subprogram for the group
Move to starting point for group 3
Call the subprogram for the group
End of main program
Beginning of subprogram 1: Group of holes
1st hole; move to setup clearance in Z, call cycle
Move to 2nd hole, call cycle
Move to 3rd hole, call cycle
Move to 4th hole, call cycle
End of subprogram 1
X
Y
15
60
100
100
75
10
45
20
20
5
Lkap9.pm6
29.06.2006, 08:07
249